همه چیز در مورد ماشینهای کنترل عددی CNC
در ماشینکاری معمولی با هدایت ابزار برنده در طول قطعه کار توسط یک چرخ دستی، قطعه کار برادهبرداری میشود که این چرخ دستی توسط اپراتور کنترل میگردد.

ماشین کنترل عددی CNC
در مقایسه با ماشین ابزار معمولی، (Computer Numerical Control) CNC جانشین کارهای دستی اپراتور میشود. در ماشینکاری معمولی با هدایت ابزار برنده در طول قطعه کار توسط یک چرخ دستی، قطعه کار برادهبرداری میشود که این چرخ دستی توسط اپراتور کنترل میگردد. به عبارت دیگر برش محدوده جسم توسط یک اپراتور ماهر بوسیله کنترل چشمی انجام میگیرد; ولی در ماشین CNC کلیه عملیات لازم در یک برنامه گنجانده میشود که بتواند با حداقل نیاز به ورودهای بعدی نتیجه لازم را بگیرد.
در این سیستم کلیه دستورهای کنترلکننده، مانند اطلاعات مسیر و وظایف سوئیچها در قالب کدهای عددی ریخته میشوند. کامپیوتر این کدها را شناسایی و پردازش کرده و سپس آنها را به ماشین ارسال مینماید. کامپیوتر میتواند در عرض چند ثانیه مجموعهای از دستورها را به فرمانهای قابل فهم ماشین تبدیل نماید. در سیکلهای زمانی بسیار کوتاه، سیستم کنترل از نتایج عملکرد گزارش میگیرد (فیدبک) و پس از مقایسه با مقادیر تنظیمی، اصلاحات لازم را انجام میدهد. اطلاعات فوقالذکر را میتوان در حافظه ماشین یا روی حافظه خارجی (دیسکتها) حفظ نمود.
برنامهنویس (Part Programmer) باید برای نوشتن برنامههای ماشینکاری قطعات دارای اطلاعات و تجربیاتی در زمینه مکانیک، ابزار برشی و قید و بستها باشد. استفاده از اطلاعاتی نظیر قابلیت ماشینکاری (Machinability) و فرآیند تولید نیز از اهمیت قابل ملاحظهای برخوردار میباشد. به منظور تهیه برنامههای پیچیدهتر تسلط بر مسائل جبر و مثلثات کارساز خواهد بود.
تاریخچه ماشینهای CNC
ابداع کنترل عددی در سال ۱۹۵۲ فصل جدیدی را در امر اتوماسیون گشود. بعد از جنگ جهانی دوم نیروی هوایی آمریکا احساس کرد نیاز به تولید قطعات پیچیده و دقیق هواپیما دارد که ساخت آنها با ماشینهای ابزار معمولی مشکل است. اولین قدمها در راه توسعه یک ماشین ابزار مناسب در کمپانی Parsons در ایالت میشیگان برداشته شد (۱۹۴۷) و در آزمایشگاه سرو مکانیزم انستیتو تکنولوژی ماساچوست MIT کامل شد (۱۹۴۹). در سال ۱۹۵۲ ساخت یک فرز با کنترل اتوماتیک سه محور انجام پذیرفت.
سیستم کنترلر NC براساس اصول کامپیوترهای دیجیتالی میباشد که در آن زمان یک تکنولوژی پیشرفته محسوب میشد. توسعه منطقی NC کنترلهای عددی کامپیوتری CNC بود که در آن یک کامپیوتر بعنوان بخش اصلی سیستم کنترلر انجام وظیفه میکند. رباتهای صنعتی همزمان با سیستمهای CNC توسعه یافتند و اولین ربات تجارتی در سال ۱۹۶۱ ساخته شد اما تا اواخر دهه ۷۰ نقش مهمی را در تولید بازی نکردند.
روند توسعه ماشینهای CNC
- در سال ۱۹۵۸ زبان برنامهنویسی APT ابداع شد.
- در سال ۱۹۷۲ اولین ماشین CNC اختراع گردید.
- درسال ۱۹۷۵ اولین کنترلهای فانوک سیستمهای ۵ و ۶ به بازار آمد.
- در سال ۱۹۸۱ کنترلر۳ Sinnmerik System تولید شد.
- در سال ۱۹۸۲ کنترلر Sinnmerik System7 با میکروپروسسور ۴ بیتی بوجود آمد.
- در اواخر سال ۱۹۸۲ کنترلر ۸ System Sinnmerik با میکروپروسسور ۱۶ بیتی ساخته شد.
- در سال ۱۹۸۵ کنترلر ۸۱۰ Sinnmerik سری ۸۰۰ آنالوگ ساخته شد. در سال ۱۹۸۶ کنترلر ۸۵۰ Sinnmerik به بازار آمد.
- در سال ۱۹۸۸ کنترلر ۸۸۰ Sinnmerik به بازار آمد.
- در سال ۱۹۹۶ کنترلهای زیمنس ۸۱۰ و ۸۴۰ سری دیجیتال به بازار عرضه شد.
- و اکنون با کمک گرفتن از کامپیوتر و توسعه فنآوری ساخت، کنترلهایی با سرعت پردازش و قابلیتهای بالا توسط کمپانیهای مختلف با سلایق متنوع ساخته میشود و در اختیار صنایع مختلف قرار میگیرد.
فرق بين NC و CNC
سيستمهای NC
دارای سيستم كنترل بر روی ماشين ابزار هستند كه اجازه میدهند تا برنامهای خارج از ماشين تهيه شده، وارد گردد. برنامههای NC میتوانند (برروی ماشين) شروع و نگهداشته شوند; اما نمیتوانند بوسيله ماشينكاری تصحيح شوند.
ابعاد ابزارها و نگهدارندهای آنها از قبل در برنامهها منظور میگردد و ماشينكاری بايد بهطور بسيار دقيق ابزارها و ابزارهای قيد و بستی را طبق اطلاعات داده شده نصب نمايد.
سيستمهای CNC
در اينگونه سيستمها ماشين ابزار مجهز به يك كامپيوتر است و اين ماشينكار را نه فقط قادر میسازد تا برنامههای NC را اجراء نمايد بلكه به او اجازه میدهد تا خود برنامه را نوشته و پس از وارد نمودن آن اقدام به تصحيح آن نمايند.
جایگاه CNC در فرآیند ساخت
CAM چیست؟
به هر فرآیند ساخت خودکار که با کامپیوتر کنترل شود CAM (Computer Aided Manufacturing) گفته میشود و بر پایه پیشرفت ماشینهای کنترل عددی NC در دهههای 1940 و 1950 گسترش یافت. اکنون CAM فرآیندهای ساخت خودکار مختلفی را تحت پوشش خود قرار داده است مانند فرزکاری، تراشکاری، برش با شعله، برش با لیزر، پانچ، نقطه جوش و وایرکات.
گسترش همزمان روبوتهای کنترل کامپیوتری و کارخانجات خودکار به پیشرفت واحدهای ساخت کامل، سیستمهای تحت کنترل کامپیوتر مرکزی و سرانجام به آنچه که تحت فلسفهای به نام (Flexible Manufacturing System)FMS شناخته شده است منجر شد و واژه CAM از درون این مجموعه و فناوری ساخت تحت کنترل کامپیوتر سربرآورد. مهمترین اجزای CAM در زیر آمده است:
- تکنیکهای برنامهنویسی و تولید با CNC
- مونتاژ و ساخت روبوتیک تحت کنترل کامپیوتر
- سیستمهای ساخت انعطافپذیر (FMS)
- تکنیکهای بازرسی و معاینه به کمک کامپیوتر (CAI)
- تکنیکهای تست به کمک کامپیوتر (CAT)
موارد زیر را میتوان به عنوان مزایای CAM برشمرد:
- نرخ تولید بالاتر با صرف انرژی کاری کمتر
- اشتباهات کمتر انسانی و افزایش ضریب اطمینان
- انعطافپذیری بیشتر در ساخت
- صرفهجویی در هزینهها با افزایش راندمان ساخت (مواد دور ریز کمتر) و افزایش بازده منابع و مونتاژ
- قابلیت تکرار فرآیندهای تولید با ذخیرهسازی اطلاعات
- کیفیت بالاتر محصولات
به مجموعه کامل تکنیکهای CAD و CAM در یک فرآیند تولیدی CADCAM گویند. به عنوان مثال، شکل قطعه در یک صفحه نمایش VDU با دادههای گرافیکی طراحی میشود و سپس به سیگنالهای الکتریکی در کابلهای متصل به سیستمهای ساخت تبدیل شده آنگاه قطعه به طور خودکار در یک ماشین CNC تولید میگردد. شکل صفحه بعد مثالی از یک مجموعه کامل CADCAM یکپارچه است.
کنترل عددی (NC)
همانطور که پیش از این هم توضیح داده شد، NC تکنیکی است که از طریق دستورات کدهای حرف عدد عملکرد ماشین را کنترل میکند. کدهای دستوری در بلوکهایی که اطلاعاتی در آنها وجود دارد به ماشین داده میشود. هر بلوک توسط ماشین به صورت یک دستور برای انجام یک عملیات واحد، تفسیر میشود. برای مثال یک بلوک دستوری میتواند به یک ماشین NC دستور دهد که با یک نسبت اسپیندل به طول مسیر و جهت حرکت در قطعه کار و سرعت اسپیندل و سرعت پیشروی ثابت حرکت کند.
یک برنامه NC مجموعه بلوکهای دستوری است که به ماشین فرمان میدهد تا وظیفه خاصی را به انجام برساند. بخش عمدهای از این وظیفه مربوط به تراشکاری کامل یک قطعه مهندسی است. به این شکل از برنامه NC، جز برنامه (Part Program) میگویند و یکی از اجزای اصلی ترکیب فرآیند CADCAM است.
ماشینهای NC معمولی، اطلاعات از پیش تعریف شده راجع به قطعه ندارند و باید به طور دستی به آنها داده شود. در مدلهای قدیمی معمولا این اطلاعات به صورت نوارهای پانچ شده وارد میشد. کار از یک برگ کاغذ نقشه و یک طراحی از قطعه موردنظر برای تولید شروع میشود و برنامهنویس بلوکهای برنامه را برای عملیات ماشینکاری با دست مینویسد.
تا اینجای کار، در خارج از ماشین NC انجام میشود. اطلاعات برنامه (کاراکترهای حرفی، عددی یا نشانهای) به واسطه صفحه کلید و توسط یک مبدل روی نوارهای کاغذی به صورت سوارخهای پانچ وارد میشود. هر خط از این سوراخها حاوی یک داده به شکل دودویی (باینری) است.
هنگام پانچ هر برنامه، کاغذ پانچ به تدریج از ماشین خارج میشود و به واحد کنترل ماشین NC (Machine Control Unit=MCN) وارد میشود. حافظهای در کار نیست، MCU فقط میتواند یک بلوک دستوری را بخواند و در لحظه دستور را اجرا کند. هر تعداد از یک نوع قطعه که بخواهیم، با استفاده از همین رشته نوار پانچ قابل تکرار است و برای استفاده مجدد در آینده میتوان آن را در جایی محفوظ داشت.
ماشینهای CNC بر پایه اصول اولیه NC های معمولی ساخته شدند. در عین حال برنامههای ذخیره شده کامپیوتری را برای اجرای توابع اولیه NC، به طور اختصاصی به کار میگیرند. کامپیوتر در سازمان واحد کنترل ماشین جاگرفته و اجازه میدهد برنامهها از طریق نرمافزارشان به وجود آیند و در حافظه ذخیره شوند. روش اصلی ایجاد برنامه در CNC، ورود دستی اطلاعات (Manual Dats Input)=MDI نامیده میشود که مانند کامپیوترهای PC، شامل وارد کردن دستورات از طریق صفحه کلید میباشد و به ماشین CNC متصل شده است.
برنامههای CNC از لحاظ فرمت، فرقی با NC ندارند. بلوکهای دستوری حرف-عدد در صفحه کلید کامپیوتر تایپ میشوند همانطور که در ماشین پانچ انجام میشود. کامپیوتر CNC دستورات حرف-عدد را به سیگنالهای پالس باینری تبدیل میکند که براساس استاندارد کدهای ASCII/ISO یا EIA ماشینهای NC شکل گرفتهاند. پس از یک بار نوشتن برنامه هرچند مرتبه که لازم باشد با رجوع به حافظه، اجرا میشود. بیشتر سیستمهای CNC نوین برنامهها را روی کاستهای مغناطیسی یا روی فلاپی دیسکها ذخیره میکنند.
به طور کلی مزایای CNC نسبت به NC به صورت زیر است:
- میتوان برنامهها را پس از وارد کردن به طور مستقیم روی واحد ماشین تصحیح و بازنویسی کرد.
- کل برنامه در حافظه کامپیوتر ذخیره شده و به عنوان یک سیکل کامل تولید به جای اجرای تکی بلوکها (پس از خواندن و تحلیل و اجرای هر کدام) در نظر گرفته میشود. در CNC های متداول امروز پس از زدن کلید اجرا (به اصطلاح NC کردن) و پیش از اینکه هر بلوک اجرا شود، واحد کنترل تا ده بلوک بعدی برنامه را بررسی میکند و نتیجه محاسبات مربوط در حافظه ذخیره میشود و در صورتی که ایرادی (از لحاظ منطق ریاضی، محدوده کار ماشین یا ساختار برنامه) در برنامه وجود داشته باشد، آن را مشخص مینماید و این اشتباه را بصورت هشداری در بالای صفحه نمایش (Monitor) نشان میدهد. در حالی که در ماشینهای نوارخوان هیچ تحلیل یا کنترلی روی بلوکهای بعدی که هنوز توسط نوارخوان خوانده نشده است، وجود ندارد.
- برای اجرای هر چند مرتبه یک برنامه، به صورت پشت سر هم، فقط یک بار بارگذاری آن کافی است.
- نرمافزار CNC، شامل زیر برنامههایی برای تکراربخشی از برنامه باشند. یکبار نوشته میشوند و ممکن است چندبار از طریق دستوراتی خاص در برنامه احضار و اجرا شوند. این قابلیت امکان حذف اطلاعات تکراری را برای برنامهنویس فراهم کرده است.
- نرمافزار CNC، جبران ابزار را ساده کرده است به طوری که اجازه میدهد طول و شعاع ابزار در فرآیند تولید یک قطعه تغییر کند.
- میتوان شکلهای مشابه را در برنامههای پارامتری CNC تعریف کرد و برای هر مورد به راحتی تغییرات لازم در ابعاد را وارد نمود.
- در CNC امکان مبادله مستقیم اطلاعات با سیستمهای کامپیوتری دیگر فراهم شده است، نظیر پایگاه اطلاعاتی CAD، کامپیوترهای میزبان کنترل عددی مستقیم (DNC) و سیستمهای مدیریت تولید به کمک کامپیوتر یا CAPM (Computer Aided Production Management)
انواع برنامهها
سیکلهای ثابت (Canned Cycles)
زیر برنامههای خودکاری هستند که در حافظه سیستم وجود دارند (به نظر سازندگان بستگی دارد). این فرآیندها دادههای متغیری را میپذیرند و با استفاده از آنها، در وقت و انرژی صرفهجویی میشود. اگر لازم باشد پس از تنظیم این برنامهها مطابق دادههای مدنظر برنامهنویس، به کمک کدهای خاصی در برنامه اصلی در مرحله مربوط احضار و اجرا میشوند. طبیعت این برنامهها بستگی به کاربرد CNC دارد.
حلقههای برنامه
برای به حداقل رساندن زحمت نوشتن مراحل متعدد برخی از برنامهها کاربرد دارند. مثلا تعریف تعدادی سوراخ برای دریلکاری که در یک راستا و با یک فاصله از هم قرار دارند. این برنامهها دارای کدهای شرطی برای پرش در جهت ابتدا یا انتهای برنامه هستند. این ویژگی به منظور تکرار در اجرای دستوراتی، پس از هر بار افزایش ثابت در یک متغیر در محدوده تعیین شده مفید است. تعریف چند حلقه درهم در صورت عدم خطای منطقی امکانپذیر است.
ماکرو (Macro)
همانند نرمافزار CAD یک برنامه ماکرو CNC، زیر برنامهای است که تعدادی عملیات را در ارتباط با یک دستور خاص اجرا میکند. ماکروهای CNC همانند حلقهها برای کنترل عملیات تولید تکراری به کار برده میشوند. برنامههای ماکرو توسط سازنده در حافظه وارد شدهاند. برخلاف حلقهها یک ماکرو در خارج از ساختار اصلی برنامه قرار دارد و برحسب نیاز در هر مرحلهای از برنامه فراخوانی و اجرا میشود. ماکروهای پارامتری برای تولید شکلهای تکراری با صور مشابه اما ابعاد و ویژگیهای متفاوت کاربرد دارند.
کنترل عددی مستقیم (DNC)
ورود اطلاعات به صورت دستی از صفحه کلید CNC در مقایسه با اینکه برنامه از پیش تعیین شدهای به ماشین داده شود محدودیتهای فراوانی دارد. در یک سیستم DNC برنامه میتواند در یک کامپیوتر میزبان (Host Computer) که به طور مستقیم اطلاعات را به CNC منتقل میکند به وجود آید. در این روش ماشینهای CNC متعددی به یک کامپیوتر میزبان متصل شده و برنامهها از طریق همان کامپیوتر میزبان به ماشینها ارسال میشوند. DNC به طور خاص به برنامهنویسی به کمک کامپیوتر و شبیهسازی گرافیکی از فرآیندهای تولید میپردازد. همچنین کامپیوتر میزبان اطلاعات را از طریق یک پایگاه اطلاعاتی، از دیگر سیستمهای کامپیوتری مانند CAD و مدیریت تولید دریافت میکند. DNC در سیستم CADCAM به هم پیوسته و یک سازمان ساخت یکپارچه کامپیوتری (Computer Integrated Manufacturing=CIM) عضوی حیاتی است.
برنامهنویسی به کمک کامپیوتر (CAPP)
DNC متعهد به وارد کردن کدهای زبان برنامه به کامپیوتر میزبان است، برنامهها پشت سر هم با یک شبکه CADCAM مستقیم یا با بسته نرمافزاری CAPP پدید میآیند. CAPP عموما فرمهای زبان ساده شده، تکنیکهای گرافیکی، یا ترکیبی از این دو را به خدمت میگیرد.
برنامهنویسی گرافیکی در صفحه نمایش (Visual Display Unit)VDU نشان داده میشود و اغلب بر پایه کنترل عددی گرافیکی (Graphical Numerical Control=GNC) استوار است.
سیستمهای گرافیکی میتوانند تقریبا شبیهسازی دینامیکی مسیر ابزار و اطلاعات تولید، نظیر دفعات اجرای سیکل را تأمین کنند. نرمافزار CAPP میتواند تسهیلات و امکانات بیشتری از قبیل قابلیت انجام محاسبات مثلثاتی پیچیده را فراهم نماید:
ویژگیهای فرمت CAPP به شرکتی که بسته نرمافزاری را مینویسد مربوط میشود. به هر حال بیشتر این بستههای نرمافزاری را مینویسد مربوط میشود. به هر حال بیشتر این بستههای نرمافزاری براساس سیستم APT هستند و برای یک دسته از کامپیوترها و ماشینهای CNC سازگارند. APT به طور مؤثر هم یک سیستم برنامهنویسی و هم یک زبان سطح بالاست.
ساختار نرمافزار CAPP
بیشتر بستههای نرمافزاری CAPP به سه بخش مرتبط با هم تقسیم میشوند:
تعریف هندسی، پروسسورهای تولید، پست پروسسور
- تعریف هندسی: برای تعریف هندسی، تک تک اجزای شکل قطعه مزبور به طور مستقل تعریف میشوند. در سیستم APT این اجزا شامل نقاط، خطوط، دوایر، سطوح، استوانهها، مخروطها و کرهها میشود. برنامه APT، برای تعریف هندسی یک کانتور ساده در فرزکاری را نشان میدهد. برای مثال خط شماره 30 برنامه، PL را به عنوان نقطهای به مختصات 30= x، 20=y و 10ـ =z معرفی میکند. خط شماره 60 نیز L1 را به عنوان یک خط راست میان دو نقطه p1 ,p2 میشناسد. خط شماره 70 هم C1 را به عنوان کمان دایره به مرکز نقطه P6 و در حد فاصل میان دو نقطه P4 و P5 تعریف میکند.
- پروسسور ساخت: براساس تعریف هندسی، اطلاعات مورد نیاز برای ساخت قطعه ایجاد میشود. اطلاعات مربوط به وضعیت و شرایط تولید شامل ابعاد ابزار (طول و شعاع ابزار)، سرعت دوران اسپیندل و پیشروی در این مرحله به ماشین داده میشود.
110CUTTER/15
115 SPINDL/1000,CLW
120 FEDRAT/300
خط 110 یک تیغه فرز به قطر mm10 را انتخاب میکند.
خط 115 سرعت اسپیندل را rev/min1000 تعیین میکند.
خط 120 سرعت پیشروی mm/min300 را برای ماشین در نظر میگیرد.
همچنین اطلاعات مربوط به جهت حرکت ابزار و مسیر برش به پروسسور ساخت داده میشود. برای مثال میانیابی خطی شیار پایینی در شکل قبلی به صورت زیر داده میشود:
145 GO RIGHT/L1,PAST,P2
150 GO LERT/L2,PAST,P3
خط 145 دستور میدهد، تا ابزار در طول خط راست L1 به سمت راست حرکت کند تا به نقطه P2 برسد و به همین طریق در خط 150 ابزار به نقطه P3 برود.
- پست پروسسور (POST PROCESSOR): آن بخش از نرمافزار CAPP است که عبارت اختصاری انگلیسی را به کدهای دستوری قابل فهم برای ماشین CNC تبدیل میکند (از قبیل G کد، M کد و …) تا این مرحله زبان CAP برای تمام انواع CNC ها یکسان است.
در عین حال در ماشین ابزارهای مختلف (از سازنده های متفاوت) تفسیرهای تابعی و فرمت G کدها و M کدها یکسان نیست، بنابراین پست پروسسور باید یک بخش ثابت از نرمافزار بوده و برای هر نوع ماشین CNC مناسب باشد. از مزایای عمده CAPP قابل فهم بودن و انعطافپذیری آن است. برای کار با CAPP فقط دانستن یک زبان ساده و تجربیاتی در ساخت کافی است.
مثالی در برنامهنویسی به کمک کامپیوتر CAPP
موردی که در زیر توضیح داده شده از برنامههایی است که بسته نرمافزاری CAPP موسوم به PEPS میباشد و توسط شرکت ان. سی. ریتر (N.C. Riter Ltd) تولید شده است. تعریف هندسی براساس GNC میباشد. المانهای دستوری بدین شرحاند:
P (نقطه)، C (دایره)، T (مماس همجهت)، A (مماس غیر همجهت)، B (زاویه بر حسب درجه).
خطوط 10 تا 16 هندسه کانتور را معرفی میکنند. در خط 17 نوع تکنیکی که به برنامهنویس امکان میدهد تا اطلاعات متن را به صورت گرافیکی ببیند، تعیین شده است. در خطوط 18 و 19 نمای دوبعدی پلان xy یا سهبعدی xyz تعریف شده است. در مرحله بعدی پروفیل برش قطعه تعریف شده (در این سیستم KURVE1 نامیده میشود) که در خط 20 تعیین گردیده است. در این خط اطلاعات مربوط به جهت حرکت ابزار و جهت چرخش (ساعتگرد یا پادساعتگرد) دور دایرهها به ماشین داده شده است. به عنوان مثال TS3 یعنی خط راست S3 به صورت ساعتگرد با کمان دایری مماس میشود. خطوط 21 تا 31 ابعاد ابزار، حرکت آن، سرعت دورانی اسپیندل و سرعت پیشروی در طول مسیر کانتور K1 را برای دستگاه تعیین میکند.
فناوری سیستم ساخت انعطافپذیر (FMS)
سیستمهای انعطافپذیر، شکلهای متفاوتی دارند. اما همه آنها از اجزای زیر تشکیل شدهاند:
- تجهیزات ساخت تحت کنترل کامپیوتر
- کامپیوتر میزبان (Host Computer) در شبکه DNC
- نرمافزار مناسب
- تجهیزات بارگذاری و انتقال خودکار
- تجهیزات ذخیره سازی و باریافت خودکار
– تجهیزات ساخت: همه تجهیزات ساخت تحت کنترل کامپیوتر هستند و در سطح بالایی خودکار میباشند. ماشینهای CNC بدنه اصلی آن را تشکیل میدهند و به طور مستقیم با عملکرد خودکار و تجهیزات جانبی نظیر روبوتها پشتیبانی میشوند. هر ماشین CNC بخشی از مرکز ساخت منظم را که با ابزار خودکار و تجهیزات عملگرا تجهیز شده تشکیل میدهد. مراکز ساخت FMS باید قابلیت انجام عملیات در حداقل یک شیفت را داشته باشند. برخی از این سیستمها از واحدهای کوچک دیگری نیز ساخته شده که به سلولهای ساخت انعطافپذیر (FMCS) معروفند. این سیستمها دارای تعدادی ماشینهای ابزار متصل به سیستم حمل و نقل یا روبوتها هستند.
ـ شبکه DNC: همه مراکز ساخت در FMS کامل با کابل به کامپیوتر میزبان که شبکه DNC را برقرار میکند متصل شدهاند. وظیفه شبکه DNC بارگذاری برنامهها به ماشینهای CNC مختلف به روشهای انعطافپذیر است. کامپیوتر میزبان همچنین میتواند در سطوح مختلفی اعمال کنترل نماید، مبادلات اطلاعاتی داشته باشد و از تجهیزات هوشمند در FMS پشتیبانی کند.
ـ نرم افزار: میزان تأثیر و فراگیری یک سیستم FMS به کنترل نرمافزارش بستگی دارد. نرمافزار باید قابلیتهای زیر را داشته باشد:
الف) تحلیل و مدیریت اطلاعات آماری مانند تشخیص خانواده قطعات
ب) تطبیق و انعطافپذیری بارگذاری برنامهها
پ) طرحریزی سفارشی مسیرهای انعطافپذیری
ت) انجام به موقع محاسبات
ث) ایجاد هماهنگی در عملکرد ماشینها با حمل و نقل مواد و ابزار
ج) نمایش دادن عملکرد ابزار
چ) سازمان دادن به سیستم ذخیرهسازی
ـ ماشینهای بارگذاری و انتقال دهنده: FMS بدون همسانی در اساس کار اتوماسیون و هماهنگسازی کامپیوتری برای تولید که با عملکرد سیستم انتقال تنظیم شدهاند نمیتواند موفق از آب درآید. برخی از این تجهیزات شامل موارد زیر هستند:
- انباره ابزار: در این انباره برحسب نیاز ابزارهای مختلفی نصب میشوند که CNC براساس برنامه ممکن است آنها را در فرآیند ساخت به کار گیرد.
برنامه ممکن است آنها را در فرآیند ساخت به کار گیرد. - روبوتهای نصب و برداشت (Pick and Place): برای بارگذاری یا برداشت قطعات و ابزار در مراکز ساخت به کار گرفته میشوند. در فرآیندهای FMS، ممکن است از روبوتها برای ساخت، مونتاژ و بازرسی استفاده شود.
- وسایل نقلیه خودکار (AVGs): یک AVG یک حمل کننده چرخدار است که برای حرکت میان در مکان موردنظر برنامهریزی میشود. AVG ها انعطافپذیری بالایی در تغییر مسیر جابهجایی ابزار و قطعات دارند.
- تجهیرات ذخیرهسازی بازیافت FMS و …
یک فرآیند کامل CAD CAM بررسی موردی
در این مبحث با بررسی فرآیند CAD CAM در کمپانی فورد موتور، قصد داریم تا شما را به طور مختصر با یک نمونه عملی از CAD CAM و جایگاه ماشینهای CNC در این سیستم آشنا کنیم.
کمپانی فورد موتور یکی از بزرگترین تولید کنندههای اتومبیلهای سواری و کامیونهاست. این خودروسازی یکی از پیشروان گسترش گرافیک کامپیوتری در دهه 1960 بوده است. یک نکته مهم در صنعت خودروسازی تمرکز روی طراحی سطوح ورقههای بدنه اتومبیل است. سیستم معروف به (Product Design Graphics System) PDGS توسط سران کمپانی فورد در آمریکا توسعه یافت و این پیشرفت جایگزینی پانل مدرن سهبعدی بدنه ماشین به جای طرحهای دوبعدی بوده است.
اولین PDGS اروپایی در سال 1978 راهاندازی شد. پیشرفتهای بعدی این سیستم بسیار سریع اتفاق افتاد. در سال 1980 کامپیوترهای اولیه برای شبکهای کردن ایستگاههای کاری مورد استفاده قرار گرفتند. یکی از موارد موفقیت فورد، به کارگیری CAD CAM در مبادلات گسترده اطلاعات به صورت شبکهای بود. این شبکه که امکان مبادله اطلاعات میان مهندسان آمریکایی فورد و همکارانشان در بخش اروپایی همین شرکت (آلمان) را فراهم میکرد، امکان دستیابی به ذخایر اطلاعاتی بیش از دومینی کامپیوتر و کامپیوترهای بزرگ (Main Frame) را به وجود آورد.
برای مثال یک مهندس در دانتون که قطعهای را طراحی میکرد، در عرض چند دقیقه آن را روی شبکه برای همکارانش در کولونی (Cologne) آلمان ارسال میکرد. همچنین طرحها و ایدهها میان مراکز اروپایی، آمریکا و سایر اعضای شرکت در سراسر جهان رد و بدل میشد.
این شبکه سرعت و دقت بیشتری را در پیشبرد یک طرح اولیه تا تولید انبوه ایجاد کرد. عملکرد اصلی در فرایند CADCAM شامل طراحی و ساخت، توسعه و تست کردن قطعات بدنه ماشین و اجزای مکانیکی بود.
بدنه ماشین از ورقههای فلزی ساخته می شود و تکنیکهای تولید آن کاملا متفاوت از ساخت سایر قطعات اتومبیل است. در ادامه این مبحث، ساخت یک بخش از بدنه اتومبیل (درب راننده) از یک ایده اولیه تا محصول نهایی را پی میگیریم. به طور کلی فرآیند ساخت سایر قسمتهای اتومبیل از این روش پیروی میکند. یک اتومبیل با طرحهای دستی اولیه برای یافتن شکل و شمایل کلی است. در سطح مدیران، درباره انتخاب مناسبترین طرحی که بتواند اهداف بخش بازاریابی را تأمین نماید تصمیمگیری میشود.
از طرح منتخب، برخی از پارامترهای کلی مربوط به محصول نهایی تعیین می شود. در این مرحله به کمک نرمافزارهای مربوط به مسائل آرگونومیک مانند SAMMIE، ابعاد متناسب با سرنشینان در نظر گرفته میشود سپس مدل ماشین با استفاده از خمیر صنعتی (Dlay) ساخته میشود. با اندازهگیری دقیق ابعاد مدل خمیری، طرح کامپیوتری از آن ایجاد میشود.
اندازهگیری مدل خمیری با استفاده از پروب (prob) صورت میگیرد. پروب یک حسگر نمایی است که به محض تماس نوک سوزن آن با هر نقطه از بدنه مدل خمیری مختصات z,y,x آن را به طور خودکار در حافظه یادداشت میکند. این مقادیر به مینی کامپیوتر که با ماشین اسکن (Scan-Mill) به شبکه متصل هستند ارسال میشود.
این دادهها در صفحه نمایشگر VDU یک ایستگاهکاری (CAD Workstation)CAD تصویری از محصول نهایی را به نمایش میگذارند. از این پس، این طرح وارد مرحله برنامهنویسی می شود. نقصهای این طرح در CAD جستجو و تصحیح میشوند.
مهندسان سازه (Stracture Engineers) طرحهای متعددی از ستونها و بدنه ماشین را به کمک PGS ایجاد میکنند مدلهای برخورد، تغییر فرم و … شبیهسازی و آنالیز میشود تا رفتار بدنه اتومبیل در مقابل نیروهای احتمالی تدریجی و ضربه ای پیشبینی شود.
در رفتارهای دینامیکی اجزای تشکیلدهنده درب اتومبیل، ارتعاشات، رزونانس و … تحلیل اجزای محدود به مقدار زیادی از تستها و آزمایشات میکاهد. با این همه نمونه آزمایشی آن ساخته میشود تا در آزمایشات بعدی مورد بررسی قرار گیرد. پانلهای بدنه از یک تکه برشخورده ورقه فولادی در طی چند فرآیند پرسکاری متوالی تولید میشود. هنگامی که ساختار قالب طراحی شد،
مهندسان فرآیند با استفاده از مدلهای کامپیوتری با کمک برنامهنویسی کامپیوتری (CAPP) و کنترل عددی گرافیکی (GNC) به شبیهسازی حرکت تیغه فرز قالب ریختگی میپردازند. مسیر حرکت تیغه فرز در برنامههای CNC برای کنترل حرکت ابزار تولید میشود. برنامههای تولید شده به کمک کابلهای DNC به یک ماشین فرز که مدل بلوکی را میتراشد، فرستاده شده و نیمههای پایینی و بالایی قالب تراشیده میشود. این عمل فقط در یک ماشین فرز پنج محوری در سیستم CADCAM امکانپذیر است و پرداخت دستی را به حداقل میرساند.
ورقههای پانل به کمک فناوری روبوتیک بر هم مونتاژ شده و محفظه بدنه ماشین را میسازند. در سالن رباتیزه دیگری نیز رنگآمیزی انجام می شود.
در ماشیندستی هر کدام از مراحل کار پشت سر هم، با دست تنظیم میشود. نیروی تنظیم لازم توسط کارگر فنی اعمال میشود. موقعیت ابزار توسط فلکه دستی و مقیاس روی آن تنظیم میشود.
در ماشینهای با کنترل برنامهای مراحل کاری در یک برنامه ذخیره میشود. هنگام براده برداری دستورات کاری ذخیره شده در برنامه، مراحل کاری ماشین ابزار را کنترل میکند، یعنی تنظیم ابزار توسط برنامه کنترل میشود.
ماشینهای ابزار با کنترل برنامهای
ماشینهای ابزار با کنترل برنامهای قبلا به طور مکانیکی کنترل میشد اما امروزه به طور فرآیندی از کنترل عددی استفاده میشود.
کنترلهای مکانیکی
وقتی بادامک در جهت عقربههای ساعت می چرخد موقعیت رنده تراشکاری تغییر میکند. حرکت پیشروی به شکل بادامک هم بستگی دارد. برنامه براده برداری (اطلاعات مسیر ) به شکل یک بادامک ذخیره میشود.
کنترل عددی
کنترل عددی بر اساس دادههای عددی کار میکند: نحوه کار در مثال جابجایی یک مته نشان داده شده است. برای تجسم مقادیر عددی خطکشی در راستای -x قرار داده شده است. مته ابتدا باید در وضعیت 13.48mm قرار گیرد. اگر مثالا برای وضعیت نهایی آن اطلاعات 34.5mm داده شود، مته به وضعیت جدید، مشخص شده با خط تیره، حرکت میکند. کنترل ماشین اختلاف دو مقدار 34.5mm ،13.48 را حساب کرده و مقدار اختلاف 21.02mm را به عنوان فاصله حرکت به سیستم پیشروی دستگاه میدهد. کنترل عددی به اختصار با NC مشخص میشود.
معنی آن چنین است:
N: حرف اول کلمه انگلیسی (Numerical) عددی
C: حرف اول کلمه انگلیسی (Control) کنترل
توجه: کنترل عددی کنترل با فهم رقمی است
2) سیستم مختصات و انواع کنترل ماشینهای –NC
2-1 سیستم مختصات ریاضی
سیستم مختصات کارتزین (متعامد)
غالبا ماشینهای NC دارای سه سپورت عمود برهم میباشند. حرکت پیشروی در راستای این سه محور به طور ساده بر روی سیستم مختصات با محورهای موازی با محورهای سپورت توضیح داده میشود.
گوشههای یک مکعب یک سیستم مختصات کارتزین را تشکیل میدهند (به شکل 1 ر.ک). نقطه صفر مختصات در اینجا روی گوشه زیرین چپ قرار دارد.
محورهای عمود برهم مشخص شده سه راستای زیر را مشخص میکنند:
محور X-ها محور افقی
محور Y- ها راستای عمق قطعه کار
محور Z-ها راستای عمودی
2-2 مشخصات کاربردی در براده برداری با ماشینهای –NC
جزئیات لازم برای تعیین واضح مختصات در فضای کار ماشینهای -NC طبق DIN 66217 مشخص میشود.
قانون دست راست
راستای محورهای مختصات با راستای حرکت سپورتها مطابقت دارد. مشخص کردن هرکدام از محورها روی قطعه کار طبق قانون دست راست انجام میگیرد. انگشتها جهت مثبت را نشان میدهد.
ماشینهای ابزار مرکزی مثالی جهت کاربرد چندین محور میباشد:
محور Z در اینجا طبق استاندارد معمول، در امتداد محور ابزار است. در قسمت چپ انباره دیسک مانند قرار دارد. حرکت چرخشی حول محورهای خطی Z,Y,X صورت میگیرد.
– ابزار فرز را میتوان حول محور Z چرخاند.
– حرکت B مربوط به میزان گردان است که قطعه کار روی آن بسته میشود. در دستورالعمل هر دستگاه (کاتالوگ دستگاه) در مورد تعیین محورها توضیح داده می شود.
کنترل 2 بعدی و 3 بعدی
برای حرکت روی منحنی داده شده کنترلهای گران قیمت لازم است. این کنترل باید بتواند محورهای مختلف را همزمان و مستقل از هم کنترل کند. برای ساخت قطعه تراشکاری طبق شکل 2 در قسمت نشانداده شده با رنگ قرمز کنترل همزمان محورها -X ها و –Z ها لازم است.
برای این منظور نقاط میانی منحنی در کنترل کامپوتری محاسبه و به عنوان وضعیت به ماشین داده میشود. یک کنترل با دو محور قابل کنترل همزمان به عنوان کنترل دوبعدی (2D) مشخص می شود (بعد D=dimension)
2-4 سیستم محرکه
محرکه محور اصلی
به جای موتورهای ینتی سه فاز با فرکانس شبکه از موتورهای سهفاز با فرکانس کنترل شده استفاده میشود.
با کنترل مدل ولتاژ شبکه یک جریان سه فاز ایجاد میشود:
- فرکانس دو را کنترل میکند.
- با شدت جریان گشتاور چرخشی کنترل میشود.
بدین ترتیب کنترل پیوسته دور محور دستگاه در محدوده وسیع امکانپذیر میشود. پیشرفت نیمههادیها در کنترل جریانهای زیاد، این امر را ممکن ساخته است.
محرکه پیشروی
در اینجا نیز کاربرد موتورهای سهفاز به کنترل فرکانس روز به روز بیشتر میشود. این موتورها اصولا کمتر از موتورهای جریان مستقیم دچار مزاحمتهای (پارازیتهای) کاری می شوند، زیرا کلکتور و جاروبک لازم ندارند.
موتورهای جریان مستقیم
در شکل مقابل یک موتور مستقیم با سیستم اندازهگیری نصب شده بر روی آن نشان داده شده است. موتورهای پیشروی اغلب به دفعات روشن و خاموش میشوند، بدین جهت این موتورها گشتاور خروجی بالا و جرم گردشی کوچک لازم دارد.
سر و موتورهای پلهای
این موتورها به وسیله پالسهایالکتریکی به صورت پلهای به اندازه یک گردش گام مثلا به اندازه 12/1 دور حرکت میکنند. این موتورها فقط مخصوص نیروهای کوچک است.
محور ساچمهای
حرکت چرخشی موتور پیشروی توسط یک محور رزوهدار به حرکت خطی تبدیل میشود. تبدیل کم اصطحاک این حرکت با محورهای ساچمهای امکانپذیر است.
معمولا این محورها به صورت دوتایی که نسبت به هم تحت تنش اولیه قرار دارند (جهت از بین بردن اثر لقی) به کار میروند.
3 اندازهگیری موقعیت و اندازهگیری در ماشینهای -NC
یک ماشین -NC برای هر محور کنترل یک سیستم اندازهگیری ویژه فاصله لازم دارد. دقت تولید به دقت اندازهگیری فاصله بستگی دارد. دو نوع روش اندازهگیری مستقیم فاصله و غیرمستقیم فاصله وجود دارد.
اندازهگیری مستقیم فاصله
در روش اندازهگیری مستقیم مقدار اندازهگیری با مقایسه مستقیم بدون واسطه طول مثلا از طریق شمارش خطوط شبکه خط تیره به دست میآید. در این روش مقدار جابجایی مستقیما روی میز اندازهگیری میشود.
اندازهگیری غیرمستقیم فاصله
در روش اندازهگیری مستقیم طول به یک کمیت فیزیکی دیگر (مثلا چرخش) تبدیل میشود. اندازه زاویه چرخش بعدا به پالسهای الکتریکی تبدیل میشود. خطای گام محور، لقی بین مهره و محور باعث به وجود آمدن خطا در نتیجه اندازهگیری میشود. در این روش مقدار جابجایی مستقیما اندازهگیری نمیشود.
دقت تکرار در ماشینهای NC
در مورد دقت اندازه قطعه کار ساخته شده بین دقت ورودی (input sensitivity) و دقت تکرار (repeating accuracy) تفاوتهایی وجود دارد.
دقت ورودی در اغلب ماشینهای (-NC) 0.001mm یا 1m است. انحراف اندازه قطعه کار ماشینکاری شده اصولاً بیشتر است.
این امر دلایل مختلفی دارد:
لقی در یاتاقان و راهنماها
هر نقطه یاتاقان لقی مشخص دارد. در شکل مقابل یک ماشین فرز عمودی نشان داده شده است که کلگی فرز به واسطه نیروهای براده برداری شدید از موقعیت موردنظر جابجا میشود. همچنین در ماشینهای NC گران قیمت نیز لقی در یاتاقانهای خود را اعمال میکند.
مثلاً بستر ماشین به طول 2m از دمای صبح هنگام 16 درجه سانتیگراد تا دمای 22 درجه سانتیگراد موقع کار، در نتیجه انبساط حرارتی تغییر طولی به اندازه 0.12mm دارد.
توجه: فولاد به طول 1m در نتیجه گرم شدن به اندازه 1K یا حدود 0.01mm طول میشود.
توجه: انحراف دقت تکرار در ماشینهای –NC به واسطه لقی یاتاقان و انبساط حرارتی خیلی بزرگتر از دقت ورودی (0.001 mm=) است.
3-2 نقاط صفر و جابجایی نقاط صفر
به طور منطقی ثابت شده است که علاوه بر نقاط مرجع سیستمهای مختصات، نقاط دیگری هم در فضای کاری ماشینهای ابزار به عنوان مبنا باید در نظر گرفت. برای فرزکاری سه سوراخ کشویی روی یک صفحه که در شکل زیر نشان داده شده است، باید نقاط نسبی زیر مورد توجه قرار گیرد:
نقطه صفر ماشین
Maschinennullpunkt= MNP
در ساختمان ماشین قرار دارد و توسط موقعیت سیستم اندازهگیری تثبیت شده است. این نقطه را نمیتوان تغییر داد.
نقطه صفر قطعه کار
Werkstucknullpunkt= WNP
این نقطه به طور اختیاری توسط برنامهنویس قابل انتخاب بوده و در مثال روبرو در گوشه چپ پایین قطعه کار قرار گرفته است.
نقطه صفر برنامه
Programmnullpunkt= C
نقطه صفر برنامه فقط آغاز برنامه است. این نقطه خارج از قطعه کار قرار میگیرد، بدین وسیله مثلاً تعویض قطعه کار یا تعویض ابزار را بدون هیچ مانعی میتوان انجام داد.
3-3 اندازهگیری با مختصات برای ماشینکاری –NC
در برنامهنویسی همواره این خطر وجود دارد که از اندازهها به طور نادرست و یا غیردقیق استفاده شود. برای اجتناب از این خطا و ساده شدن اندازهگیری تا حد ممکن از روش اندازهگذاری NC استفاده میشود.
برای اندازهگیری با سیستم مختصات سه روش اندازهگذاری طبق DIN 406 انجام میگیرد:
- اندازهگذاری مطلق
- اندازهگذاری افزایشی (گام به گام)
- اندازهگذاری به کمک جدول
در ماشینهای –NC معمولاً از اندازهگذاری مطلق استفاده میشود. تغییر حالت به اندازهگذاری افزایشی توسط دادههای ویژهای انجام میگیرد.
در مثال نشان داده شده عملکرد مختلف دستگاه در مطلق و افزایشی نشان داده شده است : X-20
در صورت استفاده اشتباه از این اندازه گذاریها تصادف شدید بین ابزار و قطعه کار روی میدهد.
اندازه گذاری با جدول
قطعه کار با تعداد سوراخهای زیاد غالباً به شکل جدول و در پارهای موارد نیز به کمک مختصات قطبی اندازه گذاری میشود.
در قطعه کار نشان داده شده در شکل 1 سوراخهای B1 تا B4 با سیستم مختصات قطبی اندازهگذاری شده است.
نوار سوراخدار
نوار سوراخدار قبلاً خیلی مورد استفاده قرار میگرفت. این روش این مزیت را دارد که میتوان ترکیب سوراخها را در صورت اضطرار بدون وسیله ویژهای رمزگشایی کرد. گردو خاک و کثافات (پودر کاغذ) میتواند باعث خواندن نادرست مرحله نوارخوانی شود.
کاست
کاست مانند نوار کاست موزیک اطلاعات را در لایه نازک مغناطیسی ذخیره میکند.
البته به طور فزایندهای از دیسکتهای کامپیوترهای شخصی نیز به استفاده میشود. ظرفیت حافظه دیسکتها نسبتاً بالاست و دسترسی به اطلاعات موجود در آنها با سرعت امکانپذیر است.
وارد کردن دادهها به صورت دستی (برنامهنویسی کارگاهی)
در مراحل ساده ماشینکاری برنامه اصلی به طور دستی و از طریق کلیدها وارد میشود، مزیت ویژه وارد کردن دستی دهدهها در بهینه کردن برنامه اصلی میباشد. غالباً باید سرعت براده برداری متناسب با شرایط واقعی تغییر داده شود تا برادههای نامناسب و در پیچیده به وجود نیاید. بدین جهت باید کارگر فنی هر مرحله ماشینکاری را دقیقاً مورد توجه قرار دهد. از طریق کلیدها این تغییرات کوچک را میتوان در برنامه اصلی اعمال کرد و پس از اصلاح عملی برنامه را وارد حافظه نمود.
اتخاب نوع کار به کمک علایم تصویری
یک ماشین ابزار کنترل عددی با صورتهای مختلفی میتواند کار کند. این کار به کمک کلید نوع کار انتخاب میشود.
روی پانل تقریبا
تراش cnc سی ان سی چیست ؟
اجزا تشکیلدهنده آن و تفاوتهای تراشهای flat bed و slant bed تراش cnc چیست و چگونه کار می کند؟
تراش های cnc عملکردی مشابه با تراش های دستی و سنتی دارند با این تفاوت عمده که با استفاده از کنترل عددی، بهرهوری، دقت و کیفیت را چند برابر افزایش میدهند.
کنترلرهای عددی با فناوریها و ماشینآلات مختلفی در تعامل هستند. یکی از این ماشینآلات، ماشینهای تراش cnc میباشد که به منظور تولید مجموعه گستردهای از قطعات، مورد استفاده قرار میگیرد. این نوع ماشینها به واسطه یک رابط به کامپیوتر کنترل میگردند.
با توجه به پیشرفت های تکنولوژیکی، ماشین های تراش cnc به سرعت جایگزین دستگاههای سنتی قدیمیتر شده اند. این نوع ماشینها با مزایای فراوانی همراه هستند. آنها میتوانند به راحتی تنظیم و مدیریت گردند. تکرارپذیری بالا همراه با دستیابی به دقت مناسب در این ماشینهای سی ان سی ارائه میگردد. ماشینهای تراش سی ان سی به طور معمول، طراحی شدهاند تا از نسخههای مدرن ابزار استفاده و از فرآیندهای مختلف بهره ببرند. برنامهریزی و اجرای آنها معمولا توسط نرمافزارهای CAD و CAM انجام میگردد. برنامهنویس به وسیله نرمافزار قید شده برنامه را به صورت دستی طراحی و سپس آن را در کنترل cnc آپلود مینماید و پس از انجام برخی دیگر از تنظیمات مانند گرفتن نقطه صفر ابزار و قطعه عملیات ماشین کاری به صورت خودکار انجام میگردد.
ماشین تراش cnc با یک رابط به منو بر روی یک کامپیوتر کنترل میگردد. اپراتور که برنامه را مدیریت مینماید میتواند به صورت شبیهسازی (simulation) نحوه عملکرد دستگاه را در هر مرحله از تولید ببیند. به لطف این تکنولوژی، اپراتور دیگر نیازی به دانستن جزئیات مربوط به دستگاهی که با آن کار میکند در مقایسه با شرایط مشابه در دستگاه های سنتی، نخواهد داشت.
ماشین های تراش به روش های گوناگونی تولید میگردند. با این حال اکثر آنها مشابهتهایی با یکدیگر دارند. به عنوان مثال تارت (ابزار گیر) قطعهای است که ابزارهای مختلف را در موقعیتی خاص نگه میدارد و براساس درخواست برنامه تغییر و جابه جا مینماید. اسپیندل بخش دیگری از دستگاه است که قطعه کار را نگه میدارد و براساس نیاز به سرعتهای مختلف به چرخش در میآورد. به طور کلی اساس و تعریف تراش زمانی است که قطعه در حرکت و یا دوران است و ابزار به صورت ثابت خواهد بود و تعریف فرز زمانی خواهد بود که قطعه ثابت و ابزار متحرک است.
اجزای ماشین سی ان سی CNC
علاوه بر آن محورهای حرکتی X,Y,Z تارت را در جهات مختلف به منظور تولید قطعه موردنظر طبق فرمان صادره از کنترلر به حرکت در میآورند.
برای آن دسته از کارگاههایی که درخواست زیادی برای تولید دارند و دقت و تکرارپذیری از ارکان آنها به حساب میآید دستگاه تراش cnc گزینه مناسبی است. استفاده از انبار ابزار (turret) مناسب و توانایی استفاده از برنامههای از پیش طراحی شده و دستیابی به مسیرهای تولید و فرآیندهای آن موجب نظارت کمتر اپراتور شده و در نتیجه آن، کار با چند دستگاه سی ان سی به صورت همزمان برای یک اپراتور میسر میگردد که در مقایسه با دستگاههای سنتی تغییری بزرگ در بحث تولید و بهرهوری خواهد بود.
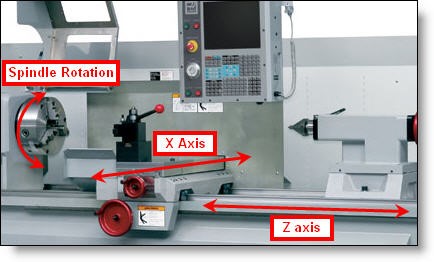
تراشهای cnc به طور معمول دارای دو محور طولی شامل محورهای Z (بر اساس قرار گیری اپراتور به سمت چپ و راست در ماشینهای تراش افقی) و X (براساس قرارگیری اپراتور به سمت عقب و جلو در تراشهای افقی) میباشند. به منظور تولید قطعات خاصتر و با کیفیتتر در زمان تولید کوتاهتر میتوان از محورهای M و Y و ماشینهایی با قابلیت ابزار زنده (live tools) و دارای اسپیندل کمکی بهره برد.
استفاده از این نوع محورها براساس نیاز به تولید قطعه موردنظر، توسط کارشناس تولید تحلیل میگردد. به طور مثال برای تولید قطعاتی که در آنها به غیر از عملیاتهای ساده تراشکاری نظیر رزوه زنی خارجی، داخلی، رو تراشی و یا داخل تراشی و امثالهم به عملیات فرز کاری همزمان، بدون نیاز به باز کردن قطعه میباشد، میتوان از دستگاه تراش cnc با قابلیت فرزکاری M نیز بهره برد. در این نوع ماشینها سه المان اصلی اضافه خواهد شد.
- نصب اینکودر بر روی محور اسپیندل به منظور موقعیتیابی اسپیندل در زاویه موردنظر
- تجهیز دستگاه به کنترل با قابلیت سه محور همزمان
- تجهیز دستگاه به تارت با قابلیت ابزار زنده
به صورت کلی در برخی از قطعات میتوان از دستگاههای مشابه برای تولید استفاده نمود مانند فرز cnc اما توجه به تیراژ تولید، دقت و تکرارپذیری ماشین نکتهای است که در انتخاب تراش سی ان سی مدنظر است.
برنامه (CAM (Computer aided machining or manufacturing:
این برنامه با استفاده از بستههای نرمافزاری مختلف برای ایجاد مسیر حرکت ابزار و کد NC به منظور اجرای ماشین cnc میباشد. دستگاههای تراش cnc به دو گروه بستر تخت (flat bed) و بستر مورب (slant bed) تقسیم میگردند.
در بستر مورب، ریلها نسبت به سطح زمین دارای زاویهای میباشد که براساس تفکر و طراحی سازنده انتخاب میگردد این زاویه میتواند 35، 45، 65 بیشتر و یا کمتر باشد. قرارگیری تارت و حرکت محور Z در ماشینهای بستر مورب فضای بیشتری را برای تجهیز تارت بزرگتر با انبار ابزار بیشتر، فراهم مینماید. در ضمن در این نوع ماشینهای تراش نحوه براده برداری براساس گرانش زمین به سبکی است که سفاله (تراشه) به راحتی تخلیه میگردد و حجم حداکثری تولید را میسر مینماید. در حالیکه در موارد بستر تخت مانند نمونههای سنتی تخلیه سفاله به خوبی ماشینهای بستر مورب انجام نمیگردد.
یکی از نکات مهم طراحی همه ماشینآلات cnc ارگونومی میباشد. بدین ترتیب که دسترسی راحت اپراتور به تمامی اجزای ماشین برای لود و آنلود کردن قطعه میباشد که در ماشینهای تراش بستر مورب این مزیت به چشم میخورد. در سری ماشینهای بستر مورب سرعت چرخش اسپیندل به دلیل استفاده از سروو موتور بالاتر و نزدیک به دو برابر در مقایسه با بستر تخت میباشد. بیان این نکته ضروری است که تراشهای بستر مورب بسیار user friend میباشند در حالیکه استفاده از تراشهای ریل تخت نیاز به یک اپراتور ماهر و با تجربه دارد.
در تولید قطعات سنگین و با تیراژ تولید پایینتر، بهتر است از دستگاههای با بستر تخت و در موارد سبکتر و با تیراژ بالاتر از سری ماشینهای با بستر مورب استفاده نمود.
نتیجهگیری: برای تولید قطعات با تیراژ بالا و دقت بالا و قطعاتی که همزمان احتیاج به محورهای مختلف دارند از سری تراشهای بستر مورب و برای تولید قطعات سنگین از سری ماشینهای بستر تخت میتوان استفاده نمود. در ضمن حدود قیمت خرید تراشهای بستر مورب در مقایسه با نمونه بستر تخت آن تقریبا دو برابر میباشد.
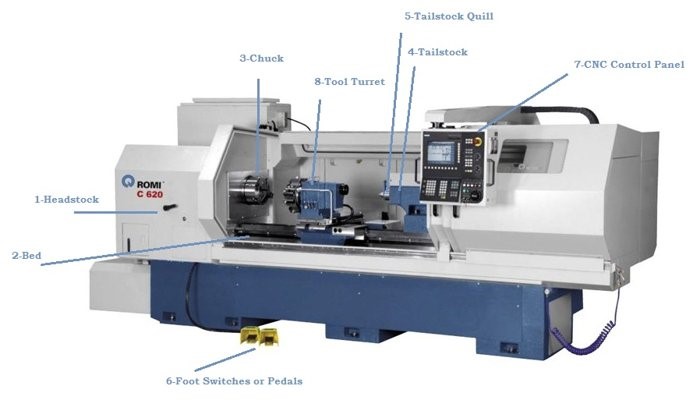
اجزای ماشین تراش
- گیربکس headstock
- بستر bed
- سه نظام chuck
- مرغک tailstock
- شفت مرغک tailstock quill
- پدالها pedals
- کنترل پنل control panel
- تارت turret
ماشین سی ان سی CNC
گیربکس دستگاه محلی است که اسپیندل و موتور اصلی در آن تعبیه شده است و به دو صورت گیربکس و یا تسمهای میتواند انتقال نیرو نماید. در مواردی که نیاز به گشتاور بالا میباشد از سری گیربکسی و برای دورهای بالا با گشتاور کمتر از موارد تسمهای استفاده میگردد.
سه نظام نیز در همین مکان به اسپیندل متصل است و برمبنای چرخش اسپیندل به حرکت در میآید.
بستر دستگاه محلی است که در آن تارت بر روی ریل حرکت مینماید و این نوع ریلها سخت کاری (hardended) شدهاند به نحوی که کارکرد و سایش قطعات بر روی آن تاثیر فرسایشی به سزایی نخواهند داشت.
مرغک به طور معمول به منظور گیرایی بیشتر در نگهداری قطعه کار به اسپیندل استفاده میگردد. در مواردی که طول قطعه بلند میباشد میبایست از مرغک بهره برد.

شفت مرغک (quill) برای گرفتن قطعه موردنظر به کمک میآید. بدنه مرغک به سمت قطعه و یا برعکس حرکت کرده و برای گرفتن آن از شفت مرغک که معمولا به صورت هیدرولیک و یا مکانیک میباشد استفاده میگردد.
پدال تعبیه شده در تراشهای سی ان سی به منظور کنترل هیدرولیکی سه نظام و شفت مرغک میباشند.
مغز و مرکز پردازش دستگاه کنترل پنل میباشد. از اینجاست که شما کنترل دستگاه را در دست میگیرید.
ابزارهای تراشکاری، فرز کاری، دریل کاری و امثالهم بر روی تارت نصب میگردد و براساس نیاز میتوان آنها را index نمود.
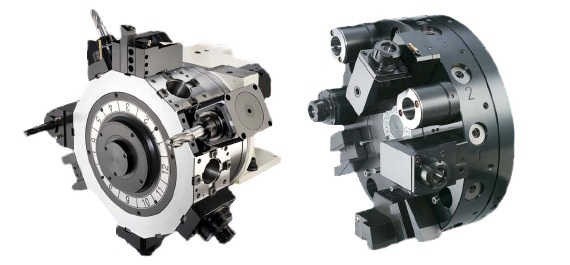
قطعات اصلی دستگاه تراش cnc
نیروی محرکه در تارتها برحسب نیاز دارای انواع مختلفی میباشند مانند برقی، هیدرولیکی و یا استفاده از سروو موتور.
نوع تارتها نیز میتوان به دو نوع تقسیمبندی کرد: تارت از نوع VDI و از نوع BMT.
در سری VDI سرعت تعویض ابزار و set up کردن ابزار و هلدر سریعتر انجام میگردد ولی در سری BMT سرعت اینکار کمتر ولی قدرت بالاتر میباشد.
در ماشینهای تراش میتوان از بار فیدر استفاده نمود. در مواقعی که تولید نیاز به حجم حداکثری دارد و باز کردن و بستن سه نظام توسط اپراتور وقتگیر بوده و به روند توسعه تولید لطمه میزند، میتوان از بار فیدر استفاده نمود. این عملکرد به نحوی است که قطعات یا شمشها در داخل مخزنی که با طول متغییر میباشند (سه متر به بالا) انباشت میگردد و رابطی (interface) با کنترلر برای دریافت دستورات مورد نظر هدایت میگردد. این بدان معناست که با دستور کنترل شفت مورد نظر بر مبنای فاصله و طول درخواستی به داخل گلویی نفوذ میگردد و سپس توسط سه نظام و یا کولت نگه داشته میشود. بعد از اتمام عملیات و بریدن قطعه این پروسه مجددا تکرار میگردد.
بار فیدرها ظرفیتها و مدلهای مختلفی دارند.

اجزای دستگاه تراش CNC
در تراشهای cnc میتوان از part catcher نیز استفاده کرد. این device وظیفه گرفتن قطعه تولید شده از محل اسپیندل را دارد. که با رابطی به کنترل برای اخذ قطعه در ارتباط میباشد.

قطعات اصلی تراش cnc
Tools presetter: این device به منظور off set ابزار، اندازهگیری نقطه صفر ابزار و حفظ دقت در ابزار میباشد که بدین منظور براساس افت شاخص ابزار در ابتدا و انتهای کار میتوان از صحت و کیفیت ابزار مطلع شد.

پیش تنظیم کننده ابزار
Chuck jaw
سه نظامها در تراشهای سی ان سی دارای دو نوع فک میباشند که براساس سختی و نرمی قطعه انتخاب و مورد استفاده میگردند.
Soft jaw
Hard jaw

فک سخت | فک نرم | فک تکه ای
این مقاله به منظور توسعه و آموزش بیشتر در خصوص ماشینهای تراش میباشد که توسط واحد تحقیق و توسعه شرکت تام تکنیک تهیه گردیده است.
انواع دستگاههای cnc
دستگاه لیزر cnc، دستگاه فرز cnc و تراش cnc که از مهمترین دستگاههای cnc به شمار میروند. دستگاههای لیزر cnc خود به دو دسته بخشبندی میشود.
– دستگاه لیزر فلز
برای حکاکی، برش و تراش و جوش بر روی انواع فلزات از دستگاه لیزر فلزات استفاده میشود. در برش لیزر سرعت کار و نتیجهی دقیق کار از محاسن این نوع برش هستند. همچنین در دستگاه لیزر فلزات بعد از برش نیازی به عملیات پردازش وجود ندارد.
– دستگاه لیزر غیرفلزات
عملیات برش و حکاکی زمانی که روی متریالهایی غیر از فلزات برای مثال روی چوب، سنگ، شیشه و … انجام شود از دستگاه لیزر غیرفلزات استفاده میشود. برای مثال برای ساختن ماکت، لوحهای تقدیر، تابلوهای راهنما، قابهای عکس و … از دستگاههای لیزر غیرفلزات استفاده میشود.
– دستگاه فرز CNC
دستگاه فرز يکی از ماشينهای ابزار است و در ماشينکاری بکار میرود.
اين دستگاه ظاهری شبيه درلهای ميزی دارد با اين تفاوت که دارای حداقل سه محور حرکتی ميز میباشد (x y z).
ابزار برنده اين دستگاه را تيغ فرز نامند. برخی کارهايی را که ميتوان روی اين دستگاه انجام داد:
- صفحه تراش
- شيار در آوردن
- برش
- کنار تراشی
- چرخدنده تراشی
- چرخ دنده مارپيچ تراشی
- کارهای کپيه بهوسيله ماشين فرز کپی
- فرم تراشی بهوسيله تيغ فرز فرم
ماشينهای فرز را به طور کلی ميتوان به دو دسته تقسیم کرد:
- ماشينهای فرز عمومی
- ماشينهای فرز مخصوص
ماشينهای فرز عمومی خود به ماشینهای فرز افقی و عمودی تقسیم میشود:
ماشينهای فرز افقی
محور اين نوع ماشينهای فرز افقی و ميز آنها در سه جهت عمود بر هم طولی و عرضی و قائم حرکت میکند. ماشينهای فرز افقی ممکن است ساده يا اونيورسال باشند. ميز ماشينهای فرز افقی اونيورسال علاوه بر حرکات مذکور دور محور قائم میچرخد و در نتيجه نه تنها در جهت موازی يا عمود بر محور ماشين بلکه در امتداد هر زاويهای نسبت به آن در صفحه افقی حرکت میکند. ماشينهای فرز افقی بيشتر برای تراشيدن سطوح و شيارهای مستقيم و مارپيچ و فرم تراشی و رنده تراشی به کار میرود.
قسمتهای اصلی ماشين فرز افقی ساده:
- ستون
- محور مکانيزم جعبه دنده
- جعبه دنده سرعت
- ميز
- بازوی فوقانی
- گلويی
- صفحه رنده بند
- زانوی ماشين
ستون ماشين از آهن ريختگی و به شکل قوطی ساخته شده و در داخل آن الکتروموتور مکانيزمهای محرک، جعبه دنده سرعت، مکانيزم بار و گلويی ماشين سوار شدهاند.
زانوی ماشين تکيهگاه محکمی برای ميز ماشين است و در قسمت فوقانی آن راهگاههايی جهت حرکت ميز تعبيه شده است. برای اينکه بتوان قطعه کار را به طور عمودی بار داد زانوی ماشين را طوری میسازند که بتواند در روی ستون قائم حرکت کند.
گلويی ماشين محوری است فولادی و مجوف که در آن تيغههای فرز ثابت میشوند. جعبه دنده سرعت برای تغيير دادن سرعت دورانی گلويی (محور) در نظر گرفته شده است. جعبه دنده بار برای حرکت ميز در سه جهت به کار میرود.
ماشين فرز عمودی
ساختمان ماشين فرز عمودی همانطور که از عکس پيداست شبيه ماشين فرز افقیست با اين تفاوت که محور آن قائم است و ميز آن در سه جهت عمود به يکديگر حرکت میکند. از ماشينهای فرز قائم بيشتر برای تراشيدن سطوح به وسيله فرزهايی که لبه برندهشان روی پيشانی آنها قرار دارد استفاده میکنند.
انواع تيغههای فرز
ابزار برش در اين دستگاه عبارتاند از: تيغه انگشتی، پولکی، غلتکی، مدولی، چلچلهای
عمليات مختلفی که به وسيله تيغههای فرز انجام میگيرد موجب تنوع شکل و اندازه اين ابزارها شده است. چنانچه از اين لحاظ بر تمام ابزارهای ديگر که در ماشين سازی مورد استفاده واقع میشوند رجحان دارد. با اين حال انتخاب تيغه فرز در اغلب موارد به هيچ وجه دشوار نيست زيرا شکل و اندازه سطحی که بايد فرز کاری شود و کيفيت عمل فرزکاری (زبر تراشی يا پرداختکاری) شکل و اندازه فرز را مشخص میکند. شکل هندسی تيغه فرز به شکل هندسی رنده برنده است و علاوه بر لبه برنده اصلی يک يا دو لبه فرعی دارد.
تيغههای فرز را میتوان از لحاظ زير تقسيمبندی کرد:
- وضع دندهها نسبت به محور تيغه فرز: فرزهای غلطکی و مخروطی و زاويهای و پيشانی تراشی.
- شکل دندهها: فرزهای دنده راست و دنده مارپيچ و دنده کج.
- ساختمان داخلی: فرزهای يکپارچه ساده و مرکب و چندپارچه.
- طريقه بستن تيغه فرز: فرزهای سوراخدار و انگشتی.
- طرز انجام کار: فرزهای غلطکی و پولکی و زاويهای و پيشانی تراش و فرم تراش و دنده تراش و پيچ تراش و غيره.
تيغههای فرز را برحسب شکل و نوع کاری که انجام میدهند به شرح زير تقسيمبندی میکنند:
1- فرزهای غلطکی: فرزهای غلطکی با دندههای راست يا مارپيچ که بر سطح جانبی استوانهای قرار گرفته است، برای تراشيدن سطوح همواره به کار میرود. امروزه بيشتر فرزهای غلطکی را با دندههای مارپيچ میسازند.
لبه برنده اين فرزها تدريجاً در کار فرو میرود و در نتيجه تيغه فرز آرامتر کار میکند و سطح تراشيده شده به وسيله آن هموارتر و صاف تر میشود. بعلاوه هدايت براده در اين فرزها بهتر انجام میگيرد زيرا خود دنده فرز نيز در کنار زدن براده کمک میکند. چون شماره دندههای فرز مارپيچی که در آن واحد با هم کار میکند زيادتر از فرزهای دنده راست است; میتوان از شماره دندههای آن کاست و در نتيجه دندههای آنها را درشتتر از دندههای فرز دنده راست هم قطر آنها ساخت و به اين ترتيب هم بر استحکام دندههای فرز افزود و هم فاصله بيندندهها را برای هدايت براده زيادتر کرد. امروزه از فرزهای دنده راست فقط برای تراشيدن سطوح به عرض 35 ميلیمتر استفاده میکنند. زاويه تمايل دندههای مارپيچی را برای فرزهای دنده ريز در حدود 20 تا 25 و برای فرزهای دنده درشت در حدود 50 تا 55 درجه انتخاب میکنند. نقص فرزهای دنده مارپيچ اين است که هنگام فرز کاری با آنها فشار محوری ايجاد میشود. مقدار اين فشار به زاويه تمايل دندهها بستگی دارد. به اين دليل گاهی دو تيغه فرز دنده مارپيچ را که جهت تمايل دندههای آنها مخالف يکديگر (يکی راست و ديگری چپ است) ولی زاويه تمايل آنها مساوی است روی ماشين فرز میبندند تا فشار محوری آنها روی آربور و محور ماشين خنثی شود.
2- فرزهای پولکی: اين فرزها را برای در آوردن شيارهای مختلف و بريدن فلزات و کارهای ديگر به کار میبرند. دندههای فرز شيارتراشی هم از جلو و هم از طرفين کار را میتراشند يعنی سطح جانبی فرز عمل اصلی فرز کاری را انجام میدهد و پيشانیهای آن جدار شيار را صاف و پرداخت مینمايد. فرزهای پولکی برای در آوردن شکافهای باريک (شيار سرپيچها و غيره) و بريدن فلزات به کار میروند و گاهی فرزهای ارهای نيز ناميده میشوند. به وسيله اين تيغه فرزها میتوان شکافهايی به عرض 3 تا 4 ميلیمتر در فلزات ايجاد نمود. فرزهای غلطکی و پولکی بزرگ را اغلب دو پارچه میسازند يعنی بدنه فرز را از فولاد معمولی و تيغههای آن را از فولادهای ابزار يا تندبر ساخته به يکديگر متصل میکنند.
3- فرزهای انگشتی: اين فرزها دارای ساق مخروطی يا استوانهای هستند که به وسيله کلاهک يا فشنگهای مخصوص در سوراخ محور ماشين فرز محکم میشوند. از اين فرزها برای تراشيدن شيارهای باريک به اشکال مختلف استفاده میشود.
تيغههای فرز: اين تيغهها نگاتيو دندهها هستند و با براده برداری از ديسک شکل دنده را ايجاد میکنند.
دستگاه تراش (به انگليسی: lathe) ماشين ابزاری است، که برای تراشيدن و شکلدهی به قطعات چوبی و فلزی معمولاً دوار به کار میرود. به دليل توليد اقتصادی با دقت بالا و کيفيت دستگاه تراش را در فرمها و شکلهای مختلفی میسازند اکثر قطعات ماشينآلات دارای مقاطع دايرهای بوده و قابل توليد با ماشينتراش میباشند و از طرفی به منظور ارزان بودن و سرعت بالای تراشکاری نسبت به ساير روشها استفاده از ماشين تراش يک روش معمول و پر استفاده در صنعت میباشد.
وظيفه اصلی ماشينتراش تغيير در اندازه قطعات، فرم آنها، پرداختکاری قطعات با يک يا چند عمل برش با تنظيم رنده تراش است. با سوار کردن وسائل و دستگاههای يدکی روی ماشينهای تراش دامنه فعاليت آن بسيار گسترش پيدا کرده بطوريکه ميتوان بوسيله آنها عمليات مختلفی انجام داد مثلاً با قرار دادن ابزارهايی مانند برقو، قلاويز و مته عملياتی چون برقوکاری، قلاويززنی و سوراخکاری روی ماشين تراش بهسادگی انجام پذير میباشد.
بطور کلی اصول اساسی ماشينهایتراش بر مبنای عمل فلز تراش پايهگذاری شده است و نيز عمل فلز تراشی با ماشينهای تراش سبب برداشت براده توسط لبه برش دنده و حرکت برادهها در طول سطح براده رنده میباشد. در تمام عمليات فلزتراشی مانند تراشکاری، سوراخکاری، فرزکاری و يا ارهکاری براده توليد خواهد شد. در اين حالت نيرويی برابر بيست تن بر اينچ مربع وارد میشود، که اين مقدار نيروی زياد باعث کشش و تغيير فرم فلز و ميز ايجاد حرارت میشود و حرکت براده در طول سطح برش سبب اصطکاک شده و اين مقدار اصطکاک در لبه برش رنده توليد حرارت میکند، که اين خود يک عامل مهم در هنگام برادهبرداری است.
دستگاههای تراش CNC دستگاههای با کنترل CNC هستند که ارزش کاری زیادی به دلیل قابلیت کنترل و فرمدهی سی ان سی دارند.
دستگاههای تراش CNC یا تراش سی ان سی انواع مختلفی دارند که در اینجا به ذکر چند مورد بسنده میکنیم.
- دستگاههای تراش CNC سی ان سی افقی لینیر Linear: در این تراشها حرکت محورها بصورت ریل و واگن میباشد. مزایا : سرعت حرکتی بالا، عمر طولانی، تعمیر و نگهداری آسانتر
- دستگاههای تراش CNC سی ان سی باکس BoxWay: در این تراشها حرکت محورها بصورت Tursit میباشد.
مزایا: تحمل بار بیشتر و عمر بیشتر
- دستگاه های تراش CNC سی ان سی چند محور و چند کاره
- تراش CNC افقی MultiTurret – Q200: در این تراش که 11 محور دارد، 3 تارت همزمان بر روی قطعه کار میکنند.
- تراش CNC افقی مالتی محور Vturn X200: این تراش که دو اسپیندل و 9 محور دارد، قابلیت فرز کاری نیز دارد.
- دستگاههای تراش CNC سی ان سی ٖٖGang Type
- دستگاههای سری تراش CNC سی ان سی یا Swiss Type
- ماشینهای CNC دیگر
- دستگاه برش cnc پلاسما، دستگاه برش cnc هوا گاز ( هوابرش)، واترجت و … از دیگر دستگاههای cnc هستند.
دستگاه برش پلاسما CNC
در برش پلاسما، برش با قوس الکتریکی میباشد. از دستگاه برش پلاسما برای برش روی فلزات استفاده میشود. در برش پلاسما دقت بسیار زیاد است همچنین دستگاه برش پلاسما از لحاظ کیفیت و امکانات نیز مناسب است. دستگاه برش پلاسما در ماشین سازی، قالبسازی و سولهسازی استفاده میشود.
دستگاه هوابرش یا برش cnc هواگاز
برای جوش و برش در دستگاه برش هواگاز از سوخت گاز همراه با اکسیژن استفاده میگردد. دقت و سرعت این دستگاه نسبت به برش پلاسما پایینتر است اما به کاربردن آن بسیار ساده و مقرون به صرفهتر است. از دستگاه هوابرش برای برش روی ورق و فلزات صاف و تخت و یا صفحاتی که ضخامت بیشتری دارند استفاده میشود.
دستگاه برش واترجت
فرآیند برش در دستگاه واترجت توسط جریان پرفشار آب ایجاد میشود. چنانچه سرعت فشار آب به حد بسیار بالایی برسد امکان برش فلز و سنگ بوجود میآید. این برش توسط نازل بسیار باریکی که معمولا از سنگهای گران قیمت ساخته میشود ایجاد میشود. واترجت معمولا غبار و بو ندارد و هیچگاه دستگاه از کار نمیافتد. واترجت معمولا در نساجی، صنایع غذایی و خودرو، صنعت چوب و شیشه و … به کار میرود





