ماشینکاری به روش اسپارک یا تخلیه الکتریکی (EDM)
ماشین کاری با اسپارک از جدیدترین روشهایی است که به روشهای قالبسازی اضافه شده است. ماشین کاری با اسپارک روشی است که در آن از فولاد و یا بقیه فلزات میتوان با روش تخلیهالکتریکی براده برداری نمود. زمانی که بین دو اتصالالکتریکی جرقهای زده میشود مقدار ماده از هر یک از اتصالات برداشته میشود. با پی بردن به این واقعیت تلاشهایی در راستای مهار نمودن و کنترل انرژی جرقه برای به خدمت گرفتن آن در جهت اهدافی مفید نظیر ماشینکاری فلزات صورت گرفت. از این تلاشها این نتیجه به دست آمد که به منظور دستیابی به یک ماشیکاری موثر جرقههای کوتاه مدت و با فرکانس بالا مورد نیاز هستنند.
علاوه بر این مشاهده شد که اگر تخلیه الکتریکی در یک دیالکتریک صورت گیرد میتوان انرژی را در محدوده کوچکی متمرکز نمود. با زدن جرقه از یک سو و پیشروی ابزار به سمت قطعه کار از سوی دیگر (به صورت ارتعاش رفت و برگشتی با فرکانس بالا) به مرور زمان شکل ابزار در قطعه کار براده برداری میشود. هر جرقه درجه حراتی بین ۸۰۰۰ تا ۱۲۰۰۰ درجه سانتیگراد تولید میکند. اندازه چالهای که هر جرقه از قطعه بار بر میدارد به میزان انرژی جرقه بستگی دارد که مهمترین عامل موثر منبع تامین جریان است عمق چاله به وجود آمده از چندین میکرون تا ۱ میلیمتر متفاوت است. آهنگ جدا شدن فلز یا برادهبرداری به رسانایی الکتریکی قطعه کار بستگی دارد نه سختی آن.
اسپارک یا باربرداری به روش تخلیع الکتریکی EDM
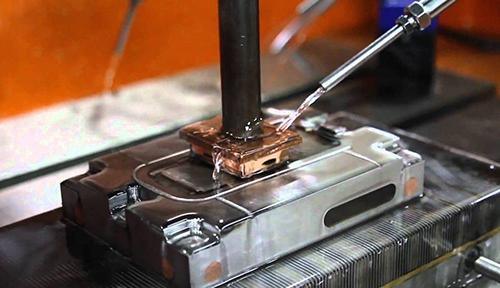
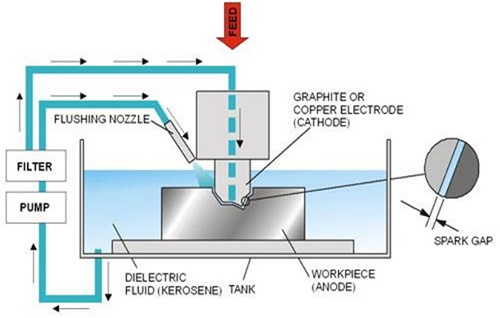
قطعه کار که معمولا همان اینسرت قالب است، روی یک صفحه در محلول دیالکتریک غوطهور است (معمولا نفت). مخزن روی پایه ماشین نصب شده است. الکترود که کاملا متناسب با حفره است (مشابه هاب) روی گلویی ماشین نصب شده و گلویی نیز به یک سیستم پینیون چرخ شانه متصل است. یک سروو موتور شانه را توسط یک پینیون تحریک میکند. بنابراین ابزار نسبت به قطعه کار حرکت عمودی میکند. قطعه کار و ابزار هر دو به یک منبعالکتریکی متصل هستند. الکترود قطب منفی و قطعه کار قطب مثبت است.
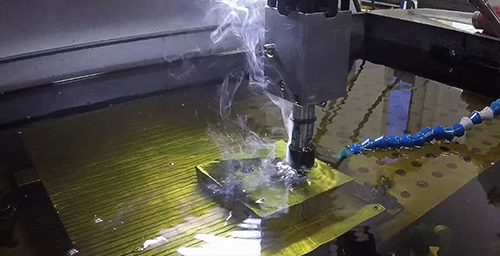
شانه ماشین توسط سروو موتور به سمت پایین تا فاصله معینی بین ابزار و قطعه کار حرکت میکند. در این نقطه دیالکتریک بین الکترود و قطعه کار قطع شده و عملیات اسپارک شروع میشود. عملیات اسپارک باعث جداسازی ذرات از قطعه کار میشود. به صورت مشابه در همین زمان خوردگی روی الکترود نیز با نرخ کمتری به وجود میآید.
یک نازل دیالکتریک را از طریق شیلنگ به روی قطعه میپاشد و ذرات خورده شده از روی قطعه کار شستشو میشوند (در زمانی که الکترود به سمت بالا حرکت میکند). الکترود مجدد پایین میآید اما این بار به دلیل خوردگی، میزان پایین آمدن بیشتر از کورس قبلی است. مجددا اسپارک در یک عمق بیشتر اتفاق میافتد و ذرات دیگری از قطعه کار برداشته میشوند.
ماشینکاری به روش اسپارک یا تخلیه الکتریکی (EDM)
عملیات ادامه پیدا میکند، ابزار بالا میرود. ذرات خورده شده شسته میشوند. ابزار پایین میآید و عملیات اسپارک با حداقل شعاع جرقه اتفاق میافتد.
خوردگی نه تنها در قطعه کار بلکه در الکترود هم به وجود میآید. این بدان معنی است که برای عمقهای زیاد چندین الکترود مورد نیاز است. معمولا الکترودهای اول و دوم و سوم عملیات خشن کاری را انجام میدهند. آخرین الکترود ترجیحا برای عملیات نهایی استفاده میشود. شکل آخر را الکترود نهایی در حداکثر عمق به وجود میآورد. مایع دی الکتریک به صورت پیوسته چرخش داده میشود. مایع که آلوده به ذرات خورده شده است به تانک اصلی برگشته و از بین فیلترها گذشته و سپس توسط یک شیلنگ به تانک پمپ میشود.
اسپارک چیست؟
اسپارک یا EDM(ELECTRO DISCHARGE MACHINING) یک روش ماشین کاری غیرسنتی است که در آن فلز توسط جرقههای الکتریکی از سطح کنده میشود. جرقهها بین الکترود (که معمولا مسی یا گرافیتی است) و قطعه کار که فاصله کم و کنترل شدهای با هم دارند ایجاد میشوند. الکترود به فرم موردنظر ساخته میشود و با پیشروی آن در قطعه کار در نهایت حفرهای ایجاد میشود. هیچ تماس مستقیمی بین الکترود و قطعه کار وجود ندارد یک مایع دیالکتریک، غالبا از مواد نفتی سبک فاصله بین الکترود و قطعه کار را پر کرده و محیط مناسبی برای تولید جرقهها ایجاد میکند. هم الکترود و هم قطعه کار الزاما باید هادی الکتریسیته باشند.
مزایای ماشین کاری به روش اسپارک
- چون تماس بین قطعه کار و الکترود وجود ندارد ایجاد دیوارههای نازک و اشکال ظریف امکان پذیر است.
- عموماً میتوان قطعات با شکل پیچیده را ماشین کاری کرد.
- نرخ ماشین کاری وابسته به سختی قطعه کار نبوده و متناسب با نقطعه ذوب قطعه کار است. بنابراین موادی که قابلیت ماشین کاری کمی دارند مثل کاربیتهای سمانته و فولادهای ابزاری آبکاری شده را میتوان ماشین کاری کرد و ماشین کاری بدون پلیسه است.
غالباً برای ساخت انواع قالبها از اسپارک استفاده میشود. قالبهای تزریق پلاستیک، قالبهای اکسترود، آهنگری و دایکاست فقط موارد محدودی از انواع قالبهای ساخته شده با این روش هستند. ضمنا از این روش مستقیماً در خط تولید استفاده میشود.
روش کار
گرچه برخی از دستگاههای اسپارک قادرند در چند محور حرکت کنند; ولی غالب این دستگاهها دارای یک کلهگی هستند که الکترود به آن وصل شده است و با یک سیستم سروو کنترل فقط در جهت عمودی حرکت میکنند. علامت پلاریته منفی حاکی از ان است که قطب منفی منبع تغذیه به الکترود وصل شده است.
اگر کلهگی بدون کنترل به سمت پایین حرکت کند با قطعه کار برخورد کرده و بین آن و قطعه کار اتصال کوتاه ایجاد میشود . سروو سیستم کنترل حرکت کلهگی مانع این امر شده و با مقایسه ولتاژ بین الکترود و قطعه کار با یک ولتاژ مرجع مانع نزدیکی بیش از حد این دو و ایجاد اتصال کوتاه میشود. اگر ولتاژ بین الکترود وقطعه کار بیش از ولتاژ مرجع باشد کلهگی به سمت پایین میرود و اگر کمتر شود بر میگردد.
محرک کلهگی یک جک هیدرولیکی یا یک سروو موتور است. در حین اسپارک و با خورده شدن قطعه کار فاصله بین آن و الکترود زیاد میشود و بنابراین ولتاژ بین آنها افزایش مییابد. سیستم کنترل کله گی را آن قدر پایین میآورد تا این ولتاژ مساوی ولتاژ مرجع شود. بدین ترتیب در تمام طول ماشین کاری فاصله هوایی بین الکترود و سطح ماشین کاری شده قطعه کار ثابت باقی میماند. وقتی الکترود تا عمق از پیش تنظیم شده در قطعه کار فرو رفت استپ دستگاه عمل کرده و کلهگی را بیرون میکشد.
مکانیزم کنده شدن فلز
پالسهای مربعی شکل DC توسط یک جریان مستقیم به دو سر قطعه کار و الکترود اعمال میشوند. در حالت ایدهآل هر پالس یک جرقه تولید میکند. جرقه در محلی که مقاومت الکتریکی کمتر است تولید میشود. بر اثر جرقهها کل سطح تقابل قطعه کار و الکترود خورده میشود. اساس تکنولوژی منابع تغذیه ماشینهای اسپارک تولید امواج مربعی نسبت به زمان است. متغیرها، زمان قطع و وصل پالس و ماکزیمم جریان میباشد.
البته آنچه در عمل اتفاق میافتد پیچیدهتر است. وقتی که الکترود از قطعه کار فاصله دارد ولتاژ برابر ولتاژ مدار باز، یعنی در حدود 100 ولت است. با نزدیک شدن الکترود به قطعه کار در محلی که کمترین فاصله وجود دارد دیالکتریک شروع به یونیزه شدن میکند. در نتیجه جریان ایجاد شده و افزایش مییابد و ولتاژ تا حدود 35 ولت کاهش مییابد. بدین ترتیب یک جرقه زده میشود. فاصله الکترود و قطعه کار در محلی که جرقه زده میشود بین 0/01 تا 0/04 میلیمتر است. با هر جرقهای حفره کوچکی (هم در سطح الکترود و قطعه کار) از طریق ذوب و تبخیر مواد ایجاد میشود. زمان وصل پالس را میتوان به زمان یونیزه شدن، زمان جرقه و زمان دی یونیزه شدن تقسیم کرد. زمان قطع پالس به ذرات اجازه میدهد توسط جریان دی الکتریک شسته شده و دور شوند و سیال یونیزه شده با سیال تازه جایگزین شود.
زمان قطع پالس باید از زمان دی یونیزه شدن بزرگتر باشد تا مانع تداوم جرقه در یک نقطه شود.
ماشینکاری به روش اسپارک یا تخلیه الکتریکی (EDM)
منبع تغذیه
منابع تغذیه دستگاههای اسپارک از انواع خازنی-مقاومتی (RC) و انواع لامپهای خلا به انواع ترانزیستوری که درحال حاضر از آنها استفاده میشود تکامل یافتهاند. از منابع RC هنوز هم برای سوراخ کاری سوراخهای قطر پایین استفاده میشود. تمایل به استفاده از ترانزیستورهای MOSFET به دلیل توانایی سوییچینگ سریع این نوع ترانزیستورها در قدرتهای بالا گسترش مییابد.
در منابع تغذیه پیشرفته امکان تنظیم مستقل زمان قطع و وصل پالسها وجود دارد. محدوده این زمانها عموما بین 2 تا 1000 میکروثانیه است. کل انرژی هر جرقه مجزا متناسب با حجم مکعب مستطیلی است که اضلاع آن زمان، جریان و ولتاژ است. البته منظور از زمان،, زمان موثر یعنی زمان بعد از یونیزاسیون است. قطر حفره ایجاد شده تقریبا متناسب با جریان اعمال شده و عمق آن تقریبا متناسب با زمان وصل پالس است.
نرخ ماشین کاری در یک منبع تغذیه 125 آمپری از تقریبا صفر در پرداخت تا حداکثر 410 میلیمتر مکعب بر دقیقه تغییر میکند. یک منبع تغذیه 400 آمپری میتواند تا 4350 میلیمتر مکعب بر دقیقه ماشین کاری کند. باید توجه داشت که افزایش نرخ ماشین کاری (با افزایش جریان) خطی نیست. در یک منبع تغذیه استاندارد در آن واحد فقط یک جرقه ایجاد میشود. بنابراین افزایش تعداد الکترودها باعث افزایش راندمان نمیشود. اصطلاح چند راهه است. چنین منبعی در واقع ترکیبی از چند منبع جریان کم در یک دستگاه است که امکان چندین جرقه همزمان در الکترودها را فراهم میکند (در هر الکترود در آن واحد فقط یک جرقه).
با گسترش استفاده از منابع تغذیه SOLID STATE کاربرد پلاریته مثبت (اتصال قطب مثبت منبع تغذیه به الکترود) بیش از گذشته عمومیت یافته است. در بعضی از منابع تغذیه در فواصل معینی یک پالس معکوس ایجاد میشود تا حتیالامکان مانع چسبیدن الکترود و قطعه کار (آرک DC) شود مثلا به ازای هر 15 پالس معمولی یک پالس معکوس ایجاد میشود. منابع تغذیه برحسب ظرفیت جریان از 10 تا 1000 آمپر طبقهبندی میشوند.
بافت سطح
سطح اسپارک شده خصوصیات منحصر به فردی دارد و از حفره های زیادی که اندازه یکسانی دارند تشکیل میشود. برخلاف سطوح حاصل از ماشین کاری سنتی جهت ماشین کاری، اثری بر جای نمیگذارد. چون اندازه حفرهها بستگی به انرژی هر جرقه دارد و انرژی هر جرقه در محدوده وسیعی قابل تغییر است بنابراین پرداخت سطح حاصل از اسپارک در محدوده RA=0/2 ,12/5 ΜM تغییر میکند.
اثرات متالوژیکی و شیمیایی
سطح اسپارک شده به دلیل سرد بودن قطعه کار و وجود دیالکتریک کوئینج میشود. ضخامت لایه متأثر از اسپارک نسبتاً نازک است. (در خشن کاری 0/13 و در پرداخت 0/01 میلی متر)
کیفیت سطح
صافی سطح به ابعاد جرقه تولیدی بستگی دارد. هر چه جرقه قوی تر باشد سطح خشنتر ولی سرعت ماشین کاری خیلی بیشتر خواهد بود. با این روش به صافی Ra 0/10 میتوان رسید، سطحی که مثل آینه عمل میکند. صافی سطحهای استاندارد معادل Ra 1/08( N5 – N6) میباشد.
درجه مطلوب بودن سطح حاصل از اسپارک همواره عامل نگرانی بوده است. هر دو لایه حرارت دیده و ذوب شده تحت تنش کششی هستند. در لایه ذوب شده ممکن است ترکهای مویی ظاهر شود و شروعی بر آسیب کلی قطعه کار باشند. سوالی که باید جواب داد این است که آیا امکان انتشار ترک سطحی در کل حجم قطعه کار وجود دارد و اگر لازم است آیا لایه برداشته شود چطور میتوان این کار را انجام داد. شات بلاست مقدار کمی از لایه ذوب شده را برداشته و استحکام خستگی را افزایش میدهد.
برای بهبود کل استحکام خستگی قطعه، هر دو لایه حرارت دیده و ذوب شده باید برداشته شوند. عامترین روش انجام این کار پولیش و روش الکترومکانیکی است.
الکترودها
قیمت الکترود معمولا عمدهترین بخش از کل هزینه ماشین کاری به روش EDM است.
برای انتخاب بهترین جنس الکترود و شرایط ماشین کاری، لازم است قیمت مواد، قیمت ساخت، مقدار سایش و هزینه تعمیر و اصلاح الکترود به دقت محاسبه شود.
سایش
نقطه ذوب بیشترین نقش را در تعیین مقدار سایش دارد نرخ سایش الکترود برحسب سایش انتهایی، سایش لبهها و سایش گوشهها بیان میشود.
مواد
مواد الکترودها عمدتا از:
- گرافیت
- مس
- آلیاژ مس تنگستن و نقره تنگستن
- مس گرافیت
- برنج
- فولاد
- تنگستن
موادی و آلیاژهایی که به عنوان الکترود مورد استفاده قرار میگیرند عبارتند از:
- مس: پایداری بالا و نرخ سایش نسبتا پایین
- تنگستن مسدار: نرخ سایش پایین، گرانی و مشکل در شکل دادن که بیشتر در وایرکات مورد استفاده قرار میگیرد.
- گرافیت: به راحتی قابل ماشینکاری، نرخ سایش پایین و هدایت بالا
- آلومینیم ریختگی و بر مسدار و تنگستن نقرهدار.
ساخت الکترودها
الکترودها عمدتاً با روش تراش، فرز، وایرکات و دیگر ماشین ابزار و استفاده گسترده گرافیت در ساخت الکترود سهولت ماشینکاری آن است. طراحی سیستمهای ابزار بر اساس این فرض است که الکترود بدون جدا شدن از هولدر آن ماشین کاری شود.
اتصال و تنظیم الکترود
الکترود باید طوری ساخته شده باشد که بتوان الکترودهای با دنباله استاندارد را به آن وصل کرد. در جریان تعمیر یا ساخت الکترود نیز همین پایه و دنباله باید مبنای ماشین کاری و ساخت الکترود باشد. در صورت باز کردن الکترود از جای خود یا تغییر موقعیت آن مثلا برای تست ابعادی باید بتوان آن را دقیقا به وضعیت اولیه برگرداند.
سیال دیالکتریک
در ابتدای کشف اسپارک در روسیه از هوا بعنوان دیالکتریک استفاده شد. بزودی کشف شد که مشتقات نفت مزایای زیادی نسبت به هوا دارند. استحکام آنها زیاد است و با استفاده از مشتقات نفت از گپ کوچکتری میتوان استفاده کرد و کیفیت اسپارک کاری با آن بسیار مطلوب است. در این نوع مواد فرکانس کار اسپارک میتواند بیشتر گردد و ذرات برداشته شده براحتی توسط آن جابجا میشوند. مایع دیالکتریک هادی جرقه است و تحت ولتاژ اعمال شده باید یونیزه شود الکترود و قطعه کار توسط آن خنک میشوند، ذرات ریز حاصل از اسپارک را شسته و با خود میبرد، دیالکتریک خوب باید ویسکوزیته پایین، نقطعه اشتعال بالا و قیمت کم داشته باشد.

اسپارک یا باربرداری به روش تخلیع الکتریکی EDM
وظایف دیالکتریک
- جداسازی یکی از مهمترین فوائد دیالکتریک عایقسازی بین الکترود و قطعه کار است. دیالکتریک باعث باریک شدن پهنای کانال جرقه نیز میشود که این به نوبه خود باعث بالا رفتن کیفیت سطح اسپارک میشود.
- یونیزاسیون سیال انتخاب شده باید تا زمان وقوع شکست الکتریکی غیررسانا باقی بماند. زمانیکه ولتاژ فاصله هوائی به ولتاژ یونیزاسیون رسید، سیال باید سریع بشکند (شکست الکتریکی) و پس از عمل تخلیه باز سریع غیر یونیزه گردد. گرمای نهان تبخیر سیال باید بزرگ باشد تا تنها یک قسمت کوچکی از دیالکتریک تبخیر شود و کانال اسپارک سطح کوچکی را به خود اختصاص میدهد. در نتیجه آن چگالی انرژی بالا میرود و دانه بندی اسپارک ریزتر گردد.
- خنکسازی دمای جرقه اسپارک در سطح الکترود و قطعه کار مقداری بین ۸,۰۰۰-۱۲,۰۰۰° C دارد این گرمای بالا قطعه کار را سریع ذوب میکند که دیالکتریک باید هر دو سطح را خنک سازد. اگر الکترود خنک نگه داشته شود خوردگی آن نیز کاهش مییابد.
- جابجائی ذرات براده برداری شده
در انتخاب روغن مناسب بهعنوان دیالکتریک نکات زیر باید مورد توجه قرار گیرند:
- برای ماشینکاری کاربید تنگستن استفاده از نفت سفید مناسبتر است.
- برای ماشینکاری قطعات ریز با سطوح صاف (مثل صنعت ساعتسازی) نیز از نفت سفید استفاده شود.
- برای ماشینکاری قطعات با اندازه های متوسط (که h35 یا آنهائی که صافی سطح خوبی را لازم دارند) از روغن با ویسکوزیته بین ۶-۱۲cts استفاده شود.
- برای ماشینکاری قطعات بزرگ (با سطوح خشن یا ch36) از روغن با ویسکوزیته بین ۱۲ تا ۲۰cts استفاده گردد.
روغن مخصوص EDM
این نوع از روغن ویسکوزیته پائین بوده و رنگ روشن دارد و همچنین براحتی فیلتر شده و براحتی جابجا میشود. نقطه اشتغال بالائی نیز دارد. از جمله خواص دیگر این ماده ضداکسید اسیون بودن آنست که رسوب را کاهش میدهد. کمیابی و گرانقیمت بودن و غیراستاندارد بودن انواعی از آن از جمله مشکلات این روغن یا دیالکتریک مخصوص است.
روشهای مختلف شستشو توسط مایع دیالکتریک
- مکش از داخل الکترود
- مکش از داخل قطعه
- فشار از داخل الکترود
- فشار از داخل قطعه
- شستشو نا جت
- حرکت متناوب الکترود
کاربردهای روش ماشینکاری EDM
برای ماشینکاری هر ماده (سخت، سفت، ترد، نوظهور و…) به کار گرفته میشود به شرطی که آن ماده از یک حداقل هدایت الکتریکی برخوردار باشد. ساخت قالبهای فولادی سخت شده، ایجاد حفرههای کامل و سوراخهای مینیاتوری ساخت اجزای قالب تزریق پلاستیک، ریختهگری، آهنگری، حدیده کاری، فرم دادن و … به کار میرود. همچنین امکان استفاده از مواد با دوامتر برای قالبها نظیر کاربید و فولاد سخت شده را فراهم میکند. از کاربردهای دیگر مانند خارج نمودن قلاویزها، متهها، پیجها، برقوها و پینهای شکسته شده که میتوان از آن به عنوان اولین کاربردهای اسپارک نام برد.
مزایای روش ماشینکاری EDM
از مزایای زیاد دستگاه اسپارک میتوان به دو مورد مهم اشاره کرد:
اول آنکه ماشین کاری روی فلزات سخت، دشوار و در بیشتر اوقات غیرممکن میباشد ولی به وسیله این دستگاه به سادگی امکانپذیر است.
دوم آنکه ایجاد حفرهها یا برآمدگی غیرمتقارن و غیرهندسی که به وسیله ابزارهای رایج برادهبرداری غیرممکن است، به سادگی بوسیله اسپارک انجامپذیر میباشد.
معایب روش ماشینکاری EDM
آلودگی محیطزیست به دلیل استفاده از مواد نفتی به عنوان مایع دیالکتریک، سرعت پایین این روش از ماشینکاری، قیمت بالای فرآیند نسبت به روشهای سنتی، اپراتوری سخت آن و …
اسپارک عمودی CNC
اسپارکهای CNC سه محوره و حتی شش محوره ساخته شده که مثل فرز CNC با الکترود کروی کوچکی میتواند انواع سطوح پیچیده را ماشین کاری کنند.
مزایای اسپارکهای CNC
- تعیین موقعیت الکترودها نسبت به نقاط مرجع
- ایجاد چند حفره در قطعه کار با پارامترهای اسپارک یکسان
- تعدیل و اصلاح سایش الکترود با تنظیم تماس آن روی سطوح مرجع
- کنترل قطعه کار بدون باز کردن آن با نصب پروبهایی در نشیمنگاه الکترود
- امکان تنظیم سریع دستگاه برای قطعه کار و الکترود خاصی بر اساس نرخ ماشین کاری یا درجه پرداخت سطح
- امکان ذخیرهسازی و استفاده مجدد از اطلاعات مربوط به مقدار افست الکترود در مواردی که محور الکترود منطبق بر محور نصب الکترود نیست خطای چرخش الکترود را نیز میتوان اصلاح کرد.
- وجود چند سیستم مختصات برای قطعاتی با موقعیتهای خطی و دورانی مختلف
- امکان ایجاد افستهای کوچک و بزرگ با الکترودهای شبیه فرز برای خشنکاری و پرداخت





