بررسی ساخت و تولید انواع قطعات فلزی
ساخت قطعات فلزی شامل فرآیندهایی از جمله برش، شکلدهی، جوش و … است که موجب تبدیل شدن متریال خام به قطعه نهایی میشود. روشها بسیار متنوعی برای ساخت قطعات فلزی وجود دارند که نحوه انتخاب روش اجرای فرآیندهای مورد نیاز، به متریال اولیه و قطعه نهایی موردنظر بستگی خواهند داشت. روشهای ساخت قطعات هم برای قطعات سفارشی و نو و هم قطعات اصلاحی معیوب و کارکرده موضوعیت دارند. تعمیر قطعات صنعتی، اصلاح و تکمیل قطعات استوک یا معیوب نیز با روشهای مختلف ساخت که البته با دانش لازم انجام میشوند، موجب بازیابی مجدد بسیاری از قطعات صنعتی خواهد شد.

ساخت و تولید قطعات فلزی
بیشتر محصولات ساخته شده از جنس فلز از طیف وسیعی از فلزات متداول و آلیاژهای آنها ساخته میشوند. برخی از محبوبترین انواع فلزات موجود برای ساخت قطعات صنعتی سفارشی شامل آلومینیوم، برنج، مس، طلا، آهن، نیکل، نقره، منیزیم، قلع، تیتانیوم و گریدهای مختلف فلزات دیگر است. سازندگان اغلب برای ایجاد محصول جدید از قطعات فلزی مانند ورق، شافتهای فلزی توپر، پروفیلهای مختلف فلزات و مفتولهای فلزی شروع میکنند.
به شکل مرسوم فرآیند ساخت و تولید قطعات صنعتی توسط تولیدکنندگان صنعتی، پیمانکاران و فروشندگان به صورت چرخه همکاری تا مشتریان ادامه مییابد. اصولا قطعات براساس نقشههای طراحی شده براساس مشخصات هندسی، پارامترهای مهم متریال و فرآیند ساخته و تولید میشوند. در طی فرآیند ساخت قطعات ممکن است چندین فرآیند بکار رود. دانش مهندسی برای طراحی ترتیب و توالی و کیفیت انجام هر یک از این فرآیندها در محصول نهایی به شدت تاثیرگذار خواهد بود. در این نقشهها حتی کیفیت صافی سطوح، تلرانسهای هندسی و ابعادی، انطباقات مونتاژی، فرآیندهای پوششدهی و … ذکر میشوند.
روشهای اصلی ساخت و تولید قطعات صنعتی فلزی
همانطور که پیشتر اشاره شد انتخاب فرآیند یا فرآیندهای مناسب جهت ساخت قطعات صنعتی به موارد مختلفی همچون جنس متریال قطعه، پارامترهای تاثیرگذار در محصول نهایی مثل تلرانسها و حساسیتهای مونتاژی احتمالی و … بستگی خواهند داشت. از جمله رایجترین فرآیندهای ساخت قطعات میتوان به موارد زیر اشاره کرد:
- ریختهگری (Casting)
- برشکاری (Cutting)
- کشش (Drawing)
- خمکاری (Folding)
- فورجینگ (Forging)
- اکستروژن (Extrusion)
- ماشینکاری (Machining)
- سوراخکاری و پانچ (Punching)
- جوشکاری (Welding)
- پرسکاری (Stamping)
ریختهگری
به فرآیند شکلدهی فلزات ذوب شده در قالبهای مشخص ریختهگری گفته میشود. این اتفاق پس از خنک شدن فلز مایع در داخل قالبها میافتد. این فرآیند برای تولید انبوه قطعات با هندسه مشخص بسیار مفید بوده و به صورت معمول به عنوان یک فرآیند پایهای مهم برای ساخت قطعه یا محصول نهایی است.

ریختگری
انواع فرآیندهای ریختهگری
ریخته گری تحت فشار
فرآیند ریختهگری دارای انواع مختلفی است. ریختهگری تحت فشار یکی از آن هاست. در این روش فلز مذاب تحت فشار وارد قالب میشود و این فشار تا زمان سرد شدن کامل فلز مذاب حفظ شده تا قطعه شکل بگیرد. این روش ریختهگری به علت سرعت بالاتر مورد توجه قرار دارد.
ریخته گری پایدار یا ثقلی
روش دیگر ریختهگری پایدار یا ثقلی است. در این روش مذاب بدون فشار خارجی و تنها به کمک نیروی جاذبه وارد بر جرم مذاب وارد قالب شده و حفرهها و بخشهای مختلف قالب را پر میکند.
ریخته گری ماسهای
درنهایت یکی از رایجترین و اقتصادیترین روشهای ریخته گری، ریختهگری ماسهای است. در این روش شکل محصول نهایی به کمک الگوسازی تشکیل شده از قالب ترکیبات ماسهای تهیه شده و سپس تزریق فلزات مذاب انجام میشود. این روش سرعت کمی دارد ولی برای فرمهای پیچیده قطعات فلزی و یا ریخته گری قطعات فلزی بلند مناسب است.
برشکاری
یکی از رایجترین فرآیندهای ساخت قطعات صنعتی برشکاری است. به کمک این فرآیند قطعات مختلف صنعتی را میتوان به قسمتهای کوچکتر و فرمهای موردنظر تقسیم کرد. یکی از قدیمیترین روشها برای این فرآیند اره کردن بوده است. امروزه از فرآیندهای زیر شاخه برشکاری مانند لیزر برش، واترجت و برش پلاسما در سطح گسترده استفاده میشود. روشهای برشکاری متنوعی چه به صورت دستی، مکانیکی و هم CNC وجود دارد که بسته به نوع قطعات و اهمیت از آنها استفاده میگردد. استفاده از قالبهای برش یکی دیگر از روشهای برشکاری است که اغلب به کمک پرسهای با قدرت متفاوت انجام میشود.

برشکاری
فرآیند کشش
کشش یکی از فرآیندهای مکانیکی است که با استفاده از نیروی کششی فلزات را از داخل یک قالب مخروطی (دوزه) و موجب کاهش قطر مفتول فلزی میگردد. معمولا این فرآیند در دمای اتاق انجام میشود و با نام کشش سرد موسوم است. همین فرآیند میتواند پس از پیش گرم مفتول انجام شود که در آن صورت کشش گرم گفته میشود. یکی دیگر از زیرمجموعههای این فرآیند کشش عمیق میباشد که به کمک قالبهای کشش عمیق و به کمک پرس انجام میشود. این نوع فرآیند کشش بیشتر در بخشهای ورقکاری و آهنگری کاربرد دارد.

ساخت و تولید قطعات صنعتی
خمکاری
فرآیند زاویهدار کردن ورقهای فلزی به کمک خمکاری انجام میشود. به عنوان رایجترین روش، این کار به کمک پرس و قالبهای فرمدهی شده مشخص انجام میشود. این زوایا میتوانند با اندازههای مختلف به شکلگیری و فرمینگ متنوع ورق ها کمک کنند. این روش به جز پرس و قالب، به کمک ضربهزنی با جرمهای سنگین (Hammering) نیز انجام میشود.

خمکاری
فورجینگ
این فرآیند به کمک جرمهای سنگین متصل به پرسهای بسیار قوی و ضربه زنی روی قطعات انجام میشود. جرمهای متصل به پرس میتوانند فرم مشخصی را به صورت هدفمند در قطعات ایجاد کنند. این فرآیند نیز هم به صورت سرد و دمای معمولی روی قطعات انجام میشود که فورجینگ سرد نام دارد و هم میتواند بر روی قطعات داغ انجام شود که فورجینگ گرم نامیده میشود. اصولا فرمدهی قطعات داغ در فرجینگ به علت شکلپذیری راحتتر انجام میشود و میتوان از نیروی کمتری جهت شکلدهی بهره برد. فورجینگ یکی از فرآیندهای بسیار قدیمی در ساخت قطعات است که قرنها قبل آهنگران از آن استفاده میکردند.

فورجینگ
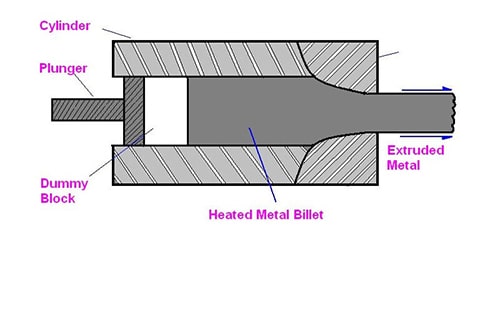
اکستروژن
در فرآیند اکستروژن، قطعه کار برای گذر از میان یا اطراف یک قالب تحت فشار نیرو قرار میگیرد. پس از وارد شدن نیرو به قطعه کار، سطح مقطع قطعه کار مشابه مقطع مشخص قالب شکل میگیرد. هنگامی که قطعه به سمت محیط جانبی مندریل هدایت شود در داخل قطعه کار فضای خالی شکل میگیرد و فرم لولهای شکل در قطعه کار ایجاد میشود. در فرآیند اکستروژن به طور معمول از یک شافت استوانهای توپر به عنوان ماده خام ورودی به قالب استفاده میشود. محصول نهایی اصولا یا مفتولهای سیمی با قطر کم و یا لوله میباشد. سطح مقطع قالب میتواند اشکال مختلفی برای تولید قطعات با شکل متفاوت داشته باشد. فرآیند میتواند برای قطعات بلند به صورت پیوسته انجام شود و یا به صورت قطعات طولی کوتاهتر تولید شود.
فرآیند اکستروژن نیز انواع سرد و گرم دارد. فرآیند اکستروژن سرد موجب افزایش استحکام کششی در محصول نهایی خروجی خواهد داشت که از متریال ورودی استحکام بیشتری خواهد داشت. فرآیند اکستروژن سرد معمولا برای شکلدهی متریالهای فولادی به کار میرود.
فرآیند اکستروژن گرم جهت آسانسازی پروسه ورود متریال به داخل قالب فرمدهی انجام میشود. این فرآیند معمولا برای شکلدهی متریالهایی چون مس و آلومینیوم و تولید پروفیلهای سفارشی غیر گرد استفاده میشود.
اکستروژن
ماشینکاری
فرآیند شکلدهی و ساخت قطعات مختلف فلزی و صنعتی به کمک از بین بردن و حذف کردن مواد اضافی را ماشینکاری مینامند. این فرآیند به روشهای مختلف میتواند صورت پذیرد. از جمله این روشها میتوان به سوراخکاری با دریل، تراشکاری و فرزکاری اشاره کرد.
انواع روش های ماشینکاری
سوراخکاری با دریل
سوراخکاری با دریل به کمک یک استوانه دوار که یک ابزار برش به سر آن متصل شده است صورت میپذیرد. در این روش به کمک ابزار برشی سوراخهایی با ابعاد مختلف و پس از باربرداری ایجاد میشود. به منظور باربرداری ابزار برشی در این روش استوانه دستگاه دریل حرکت در راستای محور عمودی جهت ایجاد عمق در سوراخ خواهد داشت.
تراشکاری
در ماشین تراش قطعه کار به کمک فکهایی مانند سه نظام و یا چهار نظام مهار شده و این فک قطعه را به حرکت در میآورد. ابزار برشی که در کنار دستگاه روی فک ثابت قرار گرفته است در تماس با قطعه دوار موجب باربرداری روی جداره داخلی یا خارجی قطعه میشود و فرم دلخواه روی قطعه کار ایجاد میشود. این حرکت هم به صورت دستی توسط اپراتور و هم به کمک ماشینهای CNC انجام میشود. ماشینهای تراش CNC از دقت و سرعت اجرای بسیار بالایی برخوردار بوده و دستیابی به راندمان بالاتر به خصوص در قطعات سری کاری را میسر میکنند.
فرزکاری
در ماشین فرز قطعه کار به صورت ثابت روی میز کار قرار گرفته و فک دستگاه که مجهز به ابزار برش است با دوران موجب باربرداری از قطعه و شکلگیری نهایی آن میشوند. فک چرخان باربردار که مجهز به ابزار برشی است هم میتواند به صورت افقی و هم به صورت عمودی قرار گیرد. میز دستگاه رز با توجه به میزان درجات آزادی در دستگاه میتواند قابلیتهای حرکت در جهتهای مختلف را داشته باشد. فرزهای CNC نیز از جمله ماشینهای پیشرفته در صنعت ساخت و تولید قطعات پیچیده هستند که دستیابی به قطعات با دقت بالا را ممکن میسازند. این فرزها نیز درجات آزادی بسیار متنوعی دارند که کار کردن با آن ها را به مراتب سادهتر کردهاند و دقت قطعات تولیدی را بالاتر بردهاند.
انتخاب روش بهینه ساخت قطعات صنعتی
انتخاب روش یا روشهای ساخت قطعات صنعتی، تصمیم مهمی است که میتواند بر نرخ تولید، کیفیت تولید و مقرون به صرفه بودن یک پروژه معین تأثیر بگذارد. برای کمک به روند انتخاب، بایستی موارد زیادی را در نظر داشت که برخی از این ملاحظات در ادامه ذکر شدهاند.
- تجربه: استفاده از تجربه افراد یا شرکتهای با تجربه در زمینه ساخت و تولید قطعات صنعتی میتواند احتمال بروز بخش زیادی از اشتباهات و یا دوباره کاریها در طی پروسه ساخت را کاهش دهد.
- کاربرد قطعات در صنایع: توجه به عملکرد قطعه، صنعت هدف قطعه ساخته شده و الزامات استانداردهای کیفی قطعات نقش مهمی در یافتن پروسههای قابل استفاده در تولید قطعات ایفا میکنند. همواره میتوان با توجه به اهمیت قطعه، حساسیتهای تلرانس و انطباقات و نحوه عملکرد قطعات بخش زیادی از فرآیندهای نزدیک بهم را مورد پالایش قرار داد و با توجه به اولویتهای تدوین شده مانع از اجرای فرآیندهای با دقت و هزینه بیش از اندازه و یا کمتر از حد لازم شد.
- آشنایی با فرآیندهای مختلف ساخت: دستگاههای CNC ممکن است بهترین گزینه برای یک پروژه با جزئیات دقیق باشند، اما ماشینهای دستی هم ممکن است با یک بودجه بسیار کمتر قابلیت اجرای همان پروژه را داشته باشند. در صورت بزرگ بودن محصول نهایی، اندازه ماشینآلات تغییر میکند. تولید قطعات صنعتی دقیق به شدت در حال تکامل به خصوص در بحث نرمافزارهای رایانه ایست. بسیاری از شرکتهای متخصص در ساخت دقیق از نرمافزار CAD/CAM برای طراحی و چیدمان محصولات استفاده میکنند. کامپیوترهای CNC برای انجام کارهای خاص و دستیابی به مشخصات فوقالعاده دقیق مورد نیاز برای تولید بسیاری از محصولات برنامهریزی شدهاند. ماشینآلات CNC به دلیل توانایی دقیق بودن و کاهش هزینه نیروی کار، محبوبیت عظیمی کسب کردهاند.
- نوع تولید: میزان سفارش، زمان در دسترس برای ساخت و تولید قطعات، راندمان تولید محصول، هزینه تمام شده و میزان تاثیر قطعه مورد نظر در خط مشتری و … نیز میتوانند از جمله سایر پارامترهای تاثیرگذار در انتخاب روش ساخت و تولید قطعات مختلف هستند.





